
Hinweis: dies ist eine Übersetzung des Originaldatenblattes der Latrobe Speciality Steel Company (jetzt: Carpenter), das hier gefunden werden kann. COPYRIGHT© 2006 by Latrobe Specialty Steel Co. TM-Trademark of Latrobe Specialty Steel Co.
Inhaltsverzeichnis
LSS™ 420HC (High Carbon) Edelstahl
Typische Zusammensetzung
| C | Mn | Si | Cr | V |
|---|---|---|---|---|
| 0,46 | 0,40 | 0,40 | 13 | 0,3 |
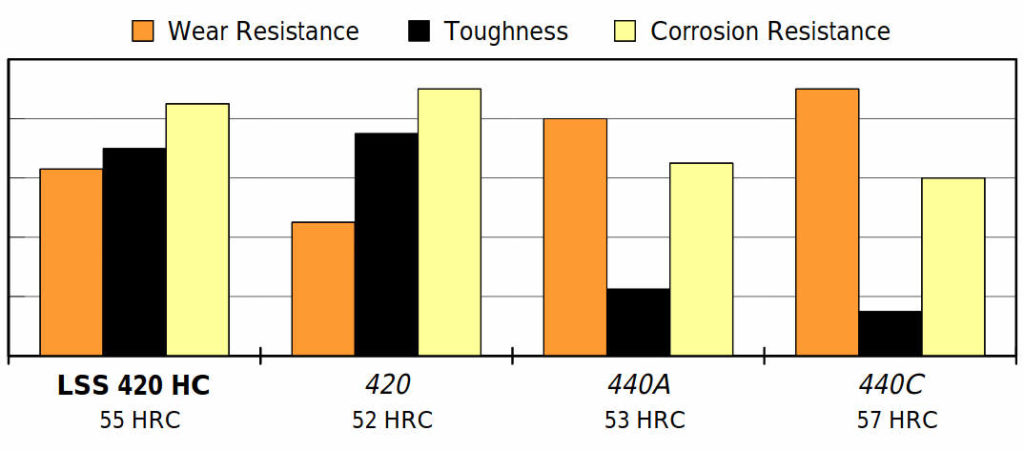
LSS 420HC ist ein martensitischer Edelstahl mit hohem Kohlenstoffgehalt, der eine erreichbare Härte von ca. 55 HRC und eine gute Verschleißfestigkeit aufweist. LSS 420HC sollte für Anwendungen wie Spezialmesser, Industriemesser, Schneidwaren, Rollen, Kunststoffextrusionswerkzeuge, Scheren, chirurgische Messer, Lager und andere Anwendungen in Betracht gezogen werden, die eine Kombination aus Korrosionsbeständigkeit und Verschleißfestigkeit erfordern.
Relative Eigenschaften
Physikalische Eigenschaften
Dichte: 0.278 lb/in3 (7700 kg/m3)
Spezifisches Gewicht: 7.70
Elastizitätsmodul: 30×106 psi (207 GPa)
Elektrischer Widerstand: 54.8 μOhm-cm at 70°F (21°C)
Zerspanbarkeit: 50-55% eines 1% Kohlenstoffstahls
Wärmeleitfähigkeit:
| Temperatur °F | Btu/ hr-ft-°F | Temperatur °C | W/ m-°C |
|---|---|---|---|
| 68 | 17,34 | 20 | 30 |
| 390 | 17,98 | 199 | 31,11 |
| 750 | 18,75 | 399 | 32,44 |
ANWEISUNGEN ZUR WÄRMEBEHANDLUNG
(Siehe Tech-Topics Bulletin 102 für eine gründlichere Erklärung der Wärmebehandlung).
KRITISCHE TEMPERATUREN
Ac1: 799°C (1470°F)
Ac3: 860°C (1580°F)
HÄRTEN
Vorwärmen: Um den Verzug bei komplexen Werkzeugen zu minimieren, eine doppelte Vorwärmung verwenden. Mit einer Geschwindigkeit von nicht mehr als 222°C pro Stunde (400°F pro Stunde) auf 621-677°C (1150-1250°F) erwärmen, ausgleichen, dann auf 760-816°C (1400-1500°F) erhöhen und ausleichen. Bei normalen Werkzeugen ist nur der zweite Temperaturbereich als einzige Vorwärmbehandlung zu verwenden.
Austenitisieren (Große Hitze): Schnell erwärmen nach Vorwärmung.
Ofen oder Salz: 1800-1875°F (982-1025°C)
Für maximale Zähigkeit 1800°F (982°C) verwenden
Für maximale Härte und Verschleißfestigkeit 1875 (1025°C) verwenden.
Abschnitte mit einer Dicke von bis zu 127 mm (5 Zoll) mindestens 30 Minuten lang bei der Temperatur einweichen. Für jeden zusätzlichen Zoll (25,4 mm) Dicke weitere 10 Minuten Einweichzeit hinzufügen.
Abschrecken: Luft, unter Druck stehendes Gas oder warmes Öl.
Abschnittsdicken bis einschließlich 127 mm (5 Zoll) härten typischerweise vollständig durch, wenn sie in ruhender Luft von der Austenitisierungsbehandlung abgekühlt werden.
Querschnitte mit einer Dicke von mehr als 127 mm (5 Zoll) erfordern eine beschleunigte Abkühlung mit Hilfe von Druckluft, Druckgas oder einer unterbrochenen Ölabschreckung, um maximale Härte, Korrosionsbeständigkeit und Zähigkeit zu erreichen.
Bei Druckgas ist eine minimale Abschreckrate von ca. 18°C (30°F) pro Minute bis unter 538°C (1000°F) erforderlich, um die optimalen Eigenschaften des Stahls zu erhalten.
Bei Öl wird abgeschreckt bis es schwarz wird, etwa 482°C (900°F), dann wird es an ruhender Luft auf 66-51°C (150-125°F) abgekühlt.
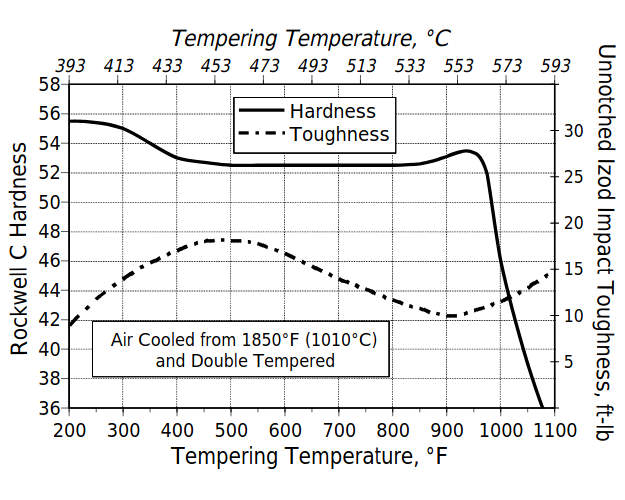
Temperieren: unmittelbar nach dem Abschrecken. Die typische Temerpierungsstemperatur von 149°C (300°F) führt zu einer Härte von ca. 53 bis 54 HRC. Es können jedoch Temperierungstemperaturen im Bereich von 250 bis 775°F (121-413°C) verwendet werden. Das Temperieren im Bereich von 427-552°C (800 bis 1025°F) verringert sowohl die Korrosionsbeständigkeit als auch die Zähigkeit des Stahls. Die Temerierungstemperatur für 1 Stunde pro Zoll (25,4 mm) Dicke halten, jedoch nicht weniger als 4 Stunden, dann an der Luft auf Umgebungstemperatur abkühlen. Doppeltes Temperieren ist erforderlich. Um die Zähigkeit zu maximieren, wird ein drittes Anlassen empfohlen.
ANLASSEN (GLÜHEN)
Anlassen muss nach der Warmumformung und vor dem Wiederaushärten durchgeführt werden.
Erwärmen mit einer Geschwindigkeit von nicht mehr als 222°C pro Stunde (400°F pro Stunde) auf 830-885°C (1525-1625°F) und 1 Stunde pro Zoll (24,5 mm) maximaler Dicke bei der Temperatur halten; mindestens 2 Stunden. Dann langsam mit dem Ofen mit einer Geschwindigkeit von nicht mehr als 22°C pro Stunde (40°F pro Stunde) auf 1000°F (538°C) abkühlen. Im Ofen oder an der Luft weiter auf Umgebungstemperatur abkühlen lassen. Die resultierende Härte sollte maximal 235 HBW betragen.
REAKTION AUF WÄRMEBEHANDLUNG
| Wie durch Luft gekühlt von | HRC |
|---|---|
| 982°C (1800°F), 30 Minuten | 54 |
| 1010°C (1850°F), 30 Minuten | 56 |
| 1025°C (1875°F), 30 Minuten | 57 |
| Bei den hier vorgestellten Daten handelt es sich um typische Werte, die keine Garantie für die Eignung für eine bestimmte Anwendung oder Verwendung dieses Materials darstellen. Normale Schwankungen in der chemischen Zusammensetzung, der Größe des Produkts und der Wärmebehandlungsparameter können zu unterschiedlichen Werten für die verschiedenen physikalischen und mechanischen Eigenschaften führen. |
Mehr zu 420HC Stahl:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Favoriten nach Stahlsorte
Untere Mittelklasse – hier.
Favoriten nach Stahlsorte
Einsteigerklasse – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu 420HC Stahl
Outdoormesser.net „420HC“ durchsuchen – hier.