Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Das Crucible Industries Logo und Crucible sind Marken von Crucible Industries.
CRUCIBLE 440A ist ein härtbarer Chromstahl und die zäheste unter den hochchromhaltigen Schneidwaren-Güteklassen. Diese Sorte ist immer magnetisch.
Inhaltsverzeichnis
Zusammensetzung
- Kohlenstoff: 0,60 – 0,75 %
- Phosphor: 0,40 % max.
- Chrom: 16,00 – 18,00 %
- Mangan: 1,00 % max.
- Silizium: 1,00 % max.
- Schwefel: 0,03 %
- Molybdän: 0,75 %
Typische Anwendungen
- Lager
- Schneidwaren
- Bördelrollen
- Chirurgische und zahnärztliche Werkzeuge
- Ventilteile
Schmieden
CRUCIBLE 440A sollte bei 1066 °C (1950 °F) bis 1121 °C (2050 °F) geschmiedet und nicht niedriger als 954 °C (1750 °F) fertiggestellt werden. Wenn nötig, sollte eine Nacherwärmung vorgenommen werden. Diese Güteklasse sollte nach dem Schmieden langsam abkühlen.
Glühen
Für maximale Weichheit sollte CRUCIBLE 440A durch gründliches Erweichen bei 900 °C (1650 °F) für sechs Stunden geglüht werden, gefolgt von einer Ofenabkühlung. Diese Sorte kann zyklisch* geglüht werden, indem sie auf 872 °C (1600 °F) erhitzt, zwei Stunden gehalten und dann auf 704 °C (1300 °F) abgekühlt und vier Stunden gehalten wird. Der Stahl kann auf Wunsch an der Luft abgekühlt werden.
*Zyklisches (isothermes) Glühen ist am praktischsten für Anwendungen, bei denen die rasche Abkühlung auf die Umwandlungstemperatur und von dieser Temperatur auf Raumtemperatur voll ausgenutzt werden kann. So ermöglicht dieses isotherme Glühen bei Kleinteilen, die bequem in Salz- oder Bleibädern behandelt werden können, eine große Zeitersparnis gegenüber der herkömmlichen langsamen Ofenabkühlung. Dieses Verfahren bietet keinen besonderen Vorteil für Anwendungen wie etwa dem Chargenglühen großer Ofenladungen, bei denen die Abkühlgeschwindigkeit zur Lastmitte hin so langsam sein kann, dass eine schnelle Abkühlung auf die Umwandlungstemperaturen nicht möglich ist. Für solche Anwendungen bietet das konventionelle Vollglühverfahren in der Regel eine höhere Sicherheit die gewünschte Mikrostruktur und die gewünschten Eigenschaften zu erhalten.
Die Empfehlung für das Zyklusglühen basiert auf den Prinzipien, die in P. Paysons „The Annealing of Steel“ erläutert werden, das in den Ausgaben Iron Age, June und July, 1943 erschien.
Härten und Anlassen
CRUCIBLE 440A kann für maximale Härte durch Ölabschreckung oder Luftkühlung von 1010 °C (1850 °F) bis 1038 °C (1900 °F) gehärtet werden. Große Abschnitte oder komplexe Teile sollten auf 774 °C (1425 °F) vorgewärmt, egalisiert und dann auf die Austenitisierungstemperatur angehoben werden. Wenn das Fertigteil nicht geschliffen und poliert werden soll, kann die Oberfläche durch Einpacken in ein neutrales Material während der Erwärmung verbessert werden. Das Anlassen sollte bei der richtigen Temperatur erfolgen um die ungefähre gewünschte Härte wie unten angegeben zu erreichen.
| Temperierungstemperatur | Härte (HRC) |
|---|---|
| wie abgeschreckt | 57 |
| 100 °C (212 °F) | 57 |
| 204 °C (400 °F) | 54 |
| 316 °C (600 °F) | 52 |
| 427 °C (800 °F) | 51 |
| 538 °C (1000 °F) | 44 |
Es ist wünschenswert, ein Anlassen zwischen 427 °C (800 °F) und 594 °C (1100 °F) zu vermeiden, da es in diesem Bereich zu einem Abfall der Schlagfestigkeit kommt, mit dem gleichzeitig auch die Korrosionsbeständigkeit sinkt.
Schweißen
CRUCIBLE 440A sollte mit Schweißzusatz Typ 440A geschweißt werden, wenn die mechanischen Eigenschaften des Schweißgutes denen des Grundwerkstoffes ähnlich sein müssen. Beim Schweißen von geglühtem Material sollte der Stahl auf 316 °C (600 °F) vorgewärmt und nach dem Schweißen durch gleichmäßiges und gründliches Erwärmen bei 704 °C (1300 °F) und anschließende Luftkühlung geglüht werden. Beim Schweißen von gehärtetem und angelassenem Material auf die Anlasstemperatur vorwärmen. Schweißnaht vorwärmen und 2 Stunden bei der entsprechenden Anlasstemperatur nachwärmen.
Widerstand gegen Verkrustungen
CRUCIBLE 440A bildet bei ca. 760 °C (1400 °F) (Zunder-) Verkrustungen (engl. „scaling“). Die Temperatur ändert sich mit der Art der Atmosphäre, der Konstruktion und dem Arbeitszyklus.
Allgemeine Korrosionsbeständigkeit
CRUCIBLE 440A ist beständig gegen Korrosion in der Atmosphäre, gegen Frischwasser, milde Säuren, Laugen sowie gegen Obst- und Gemüsesäfte. Je besser die Oberfläche des gehärteten und angelassenen Teils, desto besser ist seine Korrosionsbeständigkeit.
Schneidwaren
CRUCIBLE 440A wurde speziell für Schneidwaren entwickelt, bei denen eine hohe Härte und eine ausgezeichnete Schnitthaltigkeit der Schneide erforderlich ist. Wenn diese Sorte speziell für hochglanzpolierte Schneidwaren bestellt wird, wird Material geliefert, das so bearbeitet wurde, dass eine polierte Oberfläche mit „hochglanzpolierter“ Qualität erzielt wird. Beim Schleifen und Polieren dieser Materialsorte ist darauf zu achten, dass durch diesen Vorgang keine übermäßige Hitze erzeugt wird, da die Fleckenbeständigkeit verringert wird. Im Allgemeinen ähnelt CRUCIBLE 440A den Werkzeugstählen insofern, als dass er große Sorgfalt bei der Herstellung und Härtung erfordert.
Technische Daten
CRUCIBLE 440A hat eine breite Akzeptanz in der Industrie gefunden und erfüllt die folgenden Spezifikationen:
| QQ-S-763d | AMS 5631 | ASTM A-276-67 | ASTM A-580-67 |
Bearbeitungsdaten
| Vorgang | Werkzeugbreite / Schnitttiefe (Zoll) | CRUCIBLE 440A Hochgeschwindigkeitswerkzeuge | Hartmetallwerkzeuge | ||
|---|---|---|---|---|---|
| Geschwindigkeit (fpm) | Vorschub (in./U.) | Geschwindigkeit (fpm) | Vorschub (in./U.) | ||
| Gewindeschneiden | 0,050 0,250 0,500 | 75 75 70 | 0,0045 0,0040 0,0030 | 200 175 175 | 0,010 0,020 0,025 |
| Umformung | 1/2 weit 1 weit 1 1/2 weit 2 weit | 75 75 75 70 | 0,0012 0,0010 0,0010 0,0008 | 150 150 150 150 | 0,0022 0,0022 0,0020 0,0015 |
| Schneiden | 1/16 weit 1/8 weit 3/16 weit 1/4 weit | 75 75 80 80 | 0,0010 0,0010 0,0010 0,0015 | 150 150 150 150 | 0,0020 0,0020 0,0022 0,0030 |
| Bohren | 1/16 Durchm. 1/8 Durchm. 1/4 Durchm. 1/2 Durchm. 3/4 Durchm. 1 Durchm. | 45 50 50 50 50 50 | 0,0012 0,0020 0,0025 0,0030 0,0035 0,0040 |
Verwendung von höheren Drehzahlen für die feineren Gewinde.
Physikalische Eigenschaften
| Elastizitätsmodul bei Spannung, 1000 psi | 29.000 |
| Spezifischer elektrischer Widerstand (Mikro-Ohm/cm) | |
| Zimmertemperatur | 59,9 |
| Spezifische Wärme (BTU/lb.)/(°F)-(32-212°F) | 0,11 |
| Spezifisches Gewicht | 7,75 |
| Dichte (1b.)/(cu in.) | 2,76 |
| Wärmeleitfähigkeit (BTU ft.)/Std. sq. ft. °C (°F) ) | |
| 93°C (200 °F) | 14,0 |
| Mittlerer linearer Wärmeausdehnungskoeffizient (in/in) / °C (°F) | |
| -17 – 93 °C (0 – 200 °F) | 5.7 |
| -17 – 316 °C (0 – 600 °F) | 6,0 |
| Schmelzpunktbereich (cf) | 2500/2750 |
Mechanische Eigenschaften
(Alle Werte sind charakteristische Eigenschaften im geglühten Zustand):
| Bar (1 in. rd.) | |
|---|---|
| Zugfestigkeit, 1000 psi | 105 |
| Streckgrenze (0,2% Versatz), 1000 psi | 60 |
| Dehnung in 2 Zoll, % | 20 |
| Reduzierung der Fläche, % | 45 |
| Härte | 215 BHN |
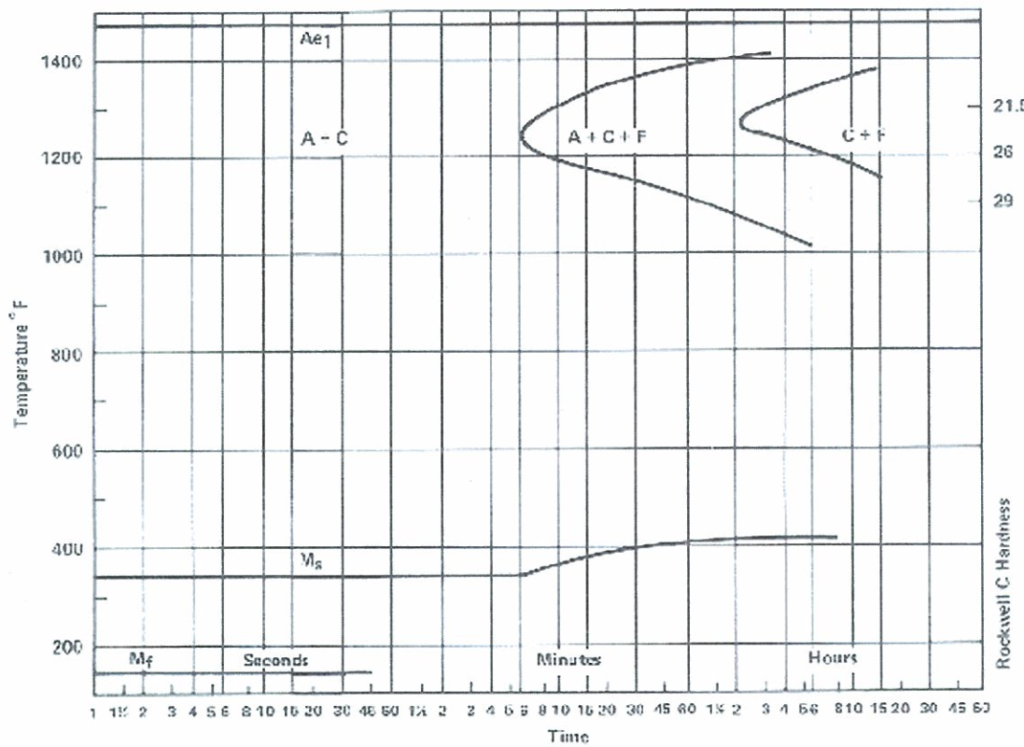
TTT-Verlauf
| Güteklasse – CRUCIBLE 440A Austenitisierungstemperatur – 1038 °C (1900 °F) Kritische Temperatur (AC1) – 810 °C (1490 °F) Vorheriger Zustand – geglüht | A – Austenit F – Ferrit C – Carbid M – Martensit |
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Normale Schwankungen in der Chemie, Größe und den Bedingungen der Wärmebehandlung können Abweichungen von diesen Werten verursachen.
Mehr zu 440A Stahl:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Favoriten nach Stahlsorte
Untere Mittelklasse – hier.
Beurteilung 440A
Wie gut ist 440A Stahl? – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
440A in Kampfmessern
Vergleich: BW Kampfmesser und Glock 78 Feldmesser – hier.
Noch mehr zu 440A
Outdoormesser.net „440A“ durchsuchen – hier.