Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Crucible Industries, Crucible Industries logo, CPM, Cru-Wear, 1V, 3V,sind allesamt Warenzeichen der Crucible Industries. Z-Wear PM ist ein Warenzeichen der Zapp AG.
CPM® 3V®, hergestellt nach dem Crucible-Partikel-Metallurgie-Verfahren, wurde entwickelt, um einen maximalen Widerstand gegen Bruch und Absplitterung in einem hochverschleißfesten Werkzeugstahl zu bieten. CPM 3V bietet eine höhere Schlagzähigkeit als A2, D2, CPM Cru-Wear oder Z-Wear PM und CPM M4 und nähert sich damit dem Niveau von S7 und anderen stoßfesten Qualitäten, bietet jedoch eine ausgezeichnete Verschleißfestigkeit, hohe Härte und thermische Stabilität für Beschichtungen. CPM 3V ist für den Einsatz bei HRC 58-60 vorgesehen und kann hochlegierte Werkzeugstähle bei Verschleißanwendungen ersetzen, bei denen dauerhaft Probleme mit Bruch des Werkzeugs und Absplitterungen auftreten.
Das CPM-Verfahren erzeugt einen sehr homogenen, hochwertigen Stahl, der sich im Vergleich zu Stählen, die mit herkömmlichen Verfahren hergestellt werden, durch eine überlegene Maßhaltigkeit, Schleifbarkeit und Zähigkeit auszeichnet.
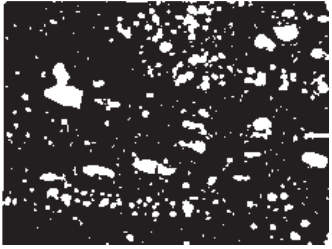
Konventioneller Stahl 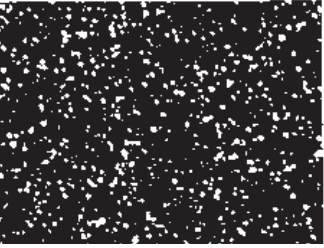
CPM Stahl
Inhaltsverzeichnis
Werkzeugstahl Vergleichstabelle
Typische Anwendungen
| Stanz- oder Umformwerkzeuge | Stempel und Matrizen |
| Werkzeuge zur Pulververdichtung | Stanzwerkzeuge |
| Industrielle Messer und Schneidemaschinen | Scherklingen |
| Feinschneide-Werkzeuge | Schrott-Häcklser |
| Kaltstauchwerkzeuge | Rollen |
| Kunststoff-Spritzgussförderschnecken und -spitzen |
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Untersuchung und Bewertung der Eignung durchgeführt werden.
Zusammensetzung
- Kohlenstoff: 0,8 %
- Chrom: 7,5 %
- Vanadium: 2,75 %
- Molybdän: 1,3 %
Physikalische Eigenschaften
| Elastizitätsmodul | 30 X 10^6 psi | 207 GPa |
| Dichte | (0,28 lbs./in³) | 7,8 g/cm³ |
Wärmeleitfähigkeit
| BTU/hr-ft-°F | W/m-°K | cal/cm-s-°C | |
| bei 95°C (200°F) | 14 | 24,2 | 0,057 |
Wärmeausdehnungskoeffizient
| °F | °C | in/in/°F | mm/mm/°C |
|---|---|---|---|
| 70-400°F | 20-200°C | 5,9 X 10^6 | 10,6 X 10^6 |
Mechanische Eigenschaften
Kerbschlagzähigkeit
Die CPM-Mikrostruktur verleiht 3V seine hohe Schlagzähigkeit, die der der stoßfesten Werkzeugstähle nahe kommt.
| Wärmebehandlungs- (1) und Austenitisierungstemperatur | HRC | Kerbschlagzähigkeit (2) ft.-lb. – (J) | |
|---|---|---|---|
| CPM 3V | 1025 ° C / 1875 °F | 58 | 85 – 113 |
| CPM 3V | 1065 ° C / 1950 °F | 60 | 70 – 95 |
| CPM 3V | 1120 ° C / 2050 °F | 62 | 40 – 53 |
| S7 | 955 °C / 1750 °F | 57 | 125 – 165 |
| A2 | 955 °C / 1750 °F | 60 | 40 – 53 |
| D2 | 1010 °C / 1850 °F | 60 | 21 – 28 |
| CPM CruWear/Z-Wear PM | 1065 ° C / 1950 °F | 60 | 60 – 80 |
| M2 | 1120 ° C / 2050 °F | 62 | 20 – 27 |
| CPM M4 | 1120 ° C / 2050 °F | 62 | 32 – 43 |
(1) Wärmebehandlung: austenitisiert wie angegeben und angelassen auf Härte
(2) Kerbschlagbiegeversuch nach Charpy (C)
Verschleißfestigkeit
Aufgrund der Vanadiumkarbide in seiner Mikrostruktur hat CPM 3V eine ausgezeichnete Verschleißfestigkeit, ähnlich der von D2.
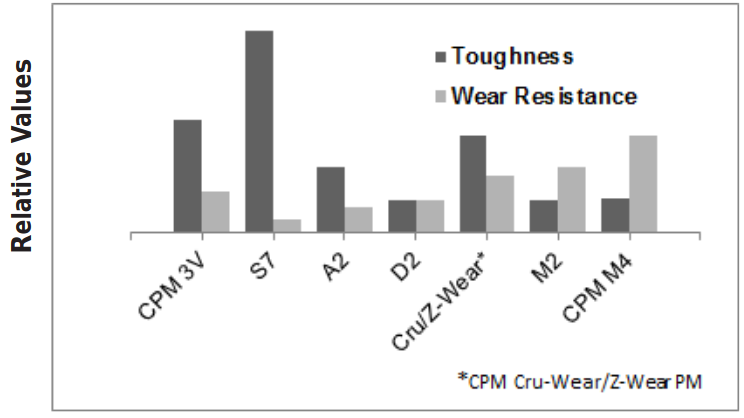
Relative Mechanische Eigenschaften
Die einzigartige Kombination aus Verschleißfestigkeit und Zähigkeit die CPM 3V bietet, macht ihn zu einer ausgezeichneten Alternative zu S7 oder A2 bei Anwendungen, bei denen diese zu schnell verschleißen. Er kann auch verschleißfeste Sorten wie D2, CPM Cru-Wear oder PM Z-Wear, M2 und CPM M4 in Anwendungen ersetzen, bei denen diese durch Stöße, Absplitterungen oder Brüche zum Versagen neigen. CPM 3V bietet die höchste Schlagzähigkeit aller Werkzeugstähle in diesem Verschleißfestigkeitsbereich.
Wärmebehandlung
Ausglühen: Erwärmen auf 900°C (1650°F), 2 Stunden halten, langsam abkühlen, 25°C (50°F) pro Stunde auf 595°C (1100°F).
Geglühte Härte: ca. BHN 241
Spannungsarmglühen
Ausgeglühte Teile: auf 595-705°C (1100-1300°F), 2 Stunden halten, dann im Ofen oder an ruhender Luft abkühlen.
Gehärtete Teile: Auf 15°C (25°F) unter der ursprünglichen Anlasstemperatur erwärmen, 2 Stunden halten und dann im Ofen oder an ruhender Luft abkühlen.
Härten
Vorwärmen: Auf 815-845°C (1500-1550°F) erwärmen und ausgleichen.
Austenitisieren: 1025-1120°C (1875-2050°F), Haltezeit auf Temperatur: 20-45 Minuten.
Abschrecken: Abschrecken mit Luft oder Überdruck (mindestens 2 bar) auf unter 50°C (125°F) oder Salz oder unterbrochene Ölabschreckung auf etwa 540°C (1000°F), dann an der Luft abkühlen auf unter 50°C (125°F). Eine Salzbadbehandlung, sofern praktisch durchführbar, gewährleistet die maximal erreichbare Zähigkeit für eine bestimmte Härtebehandlung.
Anlassen: Dreimal bei 540-565°C (1000-1050°F), jeweils mindestens 2 Stunden.
Größenänderung: +0,03/0,05 %
Empfohlene Wärmebehandlung: Um die beste Kombination von Zähigkeit und Verschleißfestigkeit zu erzielen, sollte bei 1065°C (1950°F) austenitisiert werden, 30-45 Minuten halten und abschrecken. Dreimal bei 540°C (1000°F) anlassen.
Zielhärte: HRC 58 – 60 – Höhere Austenitisierungstemperaturen können verwendet werden, um eine höhere Härte zu erreichen, bei einer leichten Abnahme der Schlagfestigkeit. Die niedrigeren Austenitisierungstemperaturen bieten die beste Schlagzähigkeit.
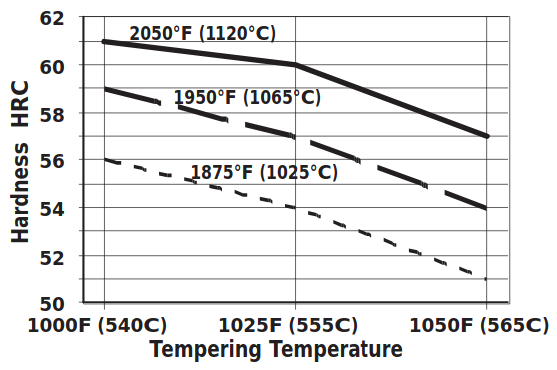
Reaktion auf Wärmebehandlung – Härte HRC
Anlasstemperatur – Austenitisierungstemperatur
| Anlasstemperatur bei | Aust.-Temp. 1010°C (1850°F) | Aust.-Temp. 1066°C (1950°F ) | Aust.-Temp. 1120°C (2050°F ) |
|---|---|---|---|
| Mindestzeit bei Austenitisierungstemperatur | 45 Minuten | 30 Minuten | 20 Minuten |
| wie geglüht | 58 | 62 | 63 |
| 540°C (1000°F) | 56 | 59 | 61 |
| 555°C (1025°F) | 54 | 57 | 60 |
| 665°C (1050°F) | 51 | 54 | 57 |
| Min. Anzahl Temper. | 2 | 3 | 3 |
Die Ergebnisse können je nach Härteverfahren und Abschnittsgröße variieren. Eine Salz- oder Ölabschreckung sorgt für eine maximale Reaktion. Vakuum- oder Atmosphärenkühlung kann bis zu 1-2 HRC-Punkte niedriger sein.
Oberflächenbehandlungen
Aufgrund seiner hohen Anlasstemperaturen (> 335°C/1000°F) eignet sich CPM 3V zum Nitrieren, PVD-Beschichten oder ähnlichen Oberflächenbehandlungen. CVD-Beschichtungsprozesse überschreiten im Allgemeinen die kritische Temperatur und können zu nicht vorhersehbaren Dimensionsänderungen führen.
Zerspanbarkeit
Die Zerspanbarkeit im geglühten Zustand ist ähnlich wie bei D2 und CPM CRU-WEAR, aber die Schleifbarkeit wird etwas besser sein. Ähnliche Schleifgeräte und -verfahren sind möglich. Aluminiumoxidscheiben oder CBN-Scheiben des Typs „SG“ haben im Allgemeinen die beste Leistung mit CPM-Stählen erbracht.
Mehr zu CPM 3V:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu 3V
Outdoormesser.net nach „CPM 3V“ durchsuchen – hier.