Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Das Crucible Industries Logo, Crucible Industries, CPM, S110V, S90V sind Marken von Crucible Industries LLC, Solvay, NY.
CPM S110V ist ein hochlegierter martensitischer rostfreier Werkzeugstahl, der nach dem Crucible Partikel-Metallurgieverfahren (CPM) hergestellt wird. CPM S110V enthält einen hohen Volumenanteil an vanadium- und niobreichen Primärlegierungskarbiden für eine außergewöhnlich gute Verschleißfestigkeit im Vergleich zu anderen handelsüblichen PM-Werkzeugstählen. Er bietet auch eine bessere Korrosionsbeständigkeit als 440C oder CPM S90V.
CPM S110V ist derzeit nur auf Sonderwunsch im HIP-Zustand oder als plattierte Schicht auf Bauteilen erhältlich. Er ist nicht in geschmiedeten oder gewalzten Stablängen erhältlich. Der CPM-Prozess führt zu einer feinen und gleichmäßigen Hartmetallverteilung im CPM S110V, im Vergleich zu konventionell hergestellten hochlegierten Werkzeugstählen, was trotz des hohen Legierungsanteils zu relativ guten Bearbeitungs-, Schleif- und Zähigkeitseigenschaften führt.

CPM S110V 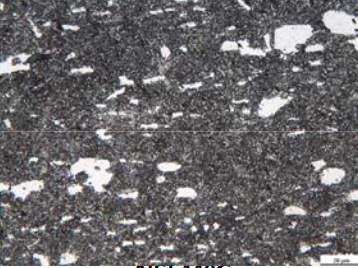
AISI 440C
Inhaltsverzeichnis
Zusammensetzung
- Kohlenstoff: 2,80%
- Chrom: 15,25%
- Vanadium: 9,0%
- Niob: 3,0%
- Molybdän: 2,25%
- Kobalt: 2,5%
Typische Anwendungen
Solide oder plattierte Komponenten, die eine Kombination aus hoher Verschleißfestigkeit und guter Korrosionsbeständigkeit erfordern, wie z.B.:
- Schneckenelemente, Zylinder und Laufbuchsen für Spritzgussmaschinen
- Industriemesser, Schneidemaschinen und Kreisschneider
- Walzen und Verschleißkomponenten für die Lebensmittel- und Chemieverarbeitung
Bearbeitung und Schleifen
Aufgrund des Hartmetallgehalts und der hochgeglühten Härte ist die Bearbeitung und das Schleifen von CPM S110V schwieriger als 440C (oder D2) und vergleichbar oder etwas schwieriger als CPM S90V. Schleifeinrichtungen und -praktiken, die denen der CPM S90V ähneln, sind angemessen. Aluminiumoxidscheiben vom Typ SG oder CBN-Scheiben werden für beste Leistung mit CPM-Stahl empfohlen.
Korrosionsbeständigkeit
CPM S110V weist im Vergleich zu anderen martensitischen rostfreien Werkzeugstählen mit hoher Härte wie 440C und CPM S90V eine verbesserte Korrosionsbeständigkeit auf. Die Ergebnisse von Korrosionsprüfungen in repräsentativen Medien werden durch die folgenden Laborprüfdaten veranschaulicht.
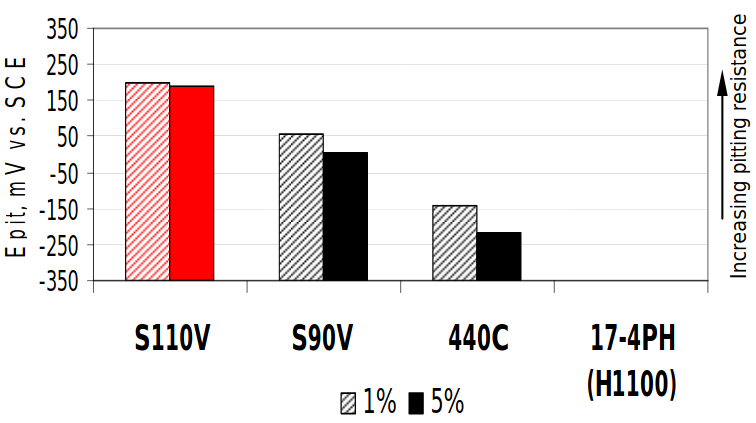
(Temperierung bei 260°C/500°F)
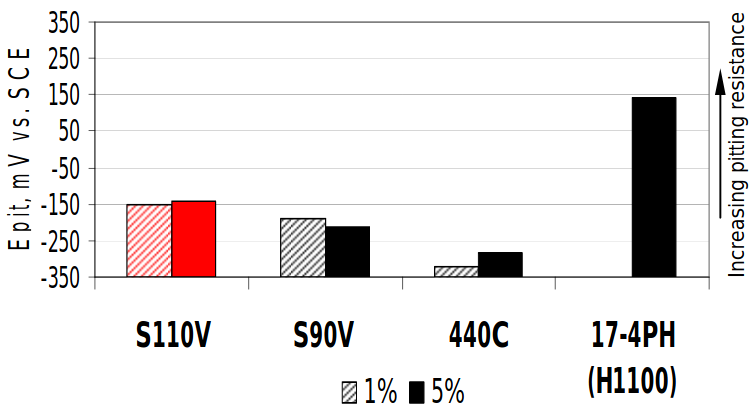
(Temperierung bei 552°C/1025°F)
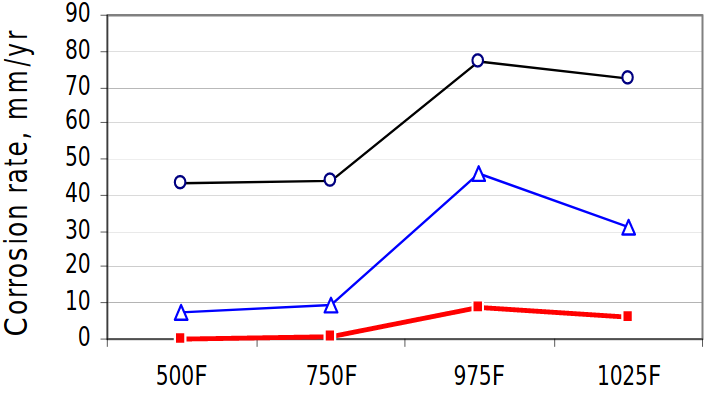

(2,5% HNO3 + 0,5% HCl + H2O)
Verschleißfestigkeit
CPM S110V weist den gleichen hohen Vanadiumgehalt wie CPM S90V auf, plus den zusätzlichen Beitrag von 3,5% Niob, was zu 25% mehr Volumen an verschleißfesten Hartmetallen führt, darunter 50% mehr vom verschleißfesten MC-Typ. Die abrasive Verschleißfestigkeit von CPM S110V bei verschiedenen Härten wird mit anderen verschleiß- und korrosionsbeständigen Typen verglichen.
Verschleissfestigkeit, Gewichtsverlust
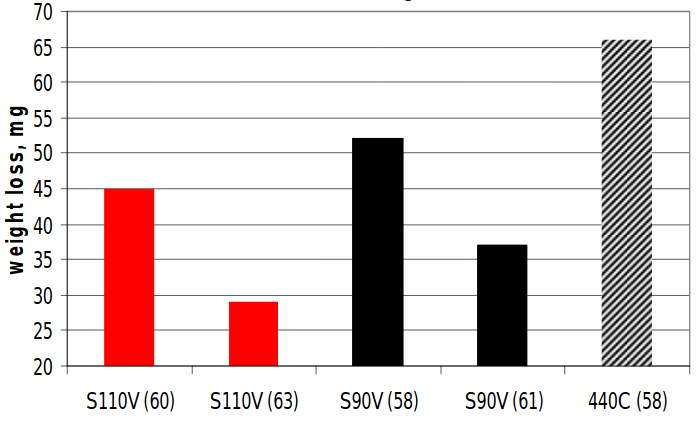
Härte (HRC)
Wärmebehandlung
Glühen
Erwärmen auf 900°C (1650°F), 2 Stunden halten, dann langsam auf 595°C (1100°F) abkühlen mit einer maximalen Rate von 15°C (25°F) pro Stunde , dann im Ofen oder in ruhiger Luft auf Raumtemperatur abkühlen:
Geglühte Härte: Ca. 350-400 BHN
Spannungarmglühen
Geglühtes Material: Erwärmen auf 595-705°C (1100-1300°F), 2 Stunden halten, dann im Ofen oder an ruhiger Luft abkühlen.
Gehärtetes Material: Erwärmen auf 15-30°C (25-50°F) unter der ursprünglichen Anlasstemperatur, 2 Stunden halten, dann im Ofen oder an ruhiger Luft abkühlen.
Härten
Austenitisieren: 1175°C (2150°F) für 20 Minuten halten
Abschrecken: Salzabschreckung, unterbrochene Ölabschreckung, Überdruckgasabschreckung oder Luftkühlung bei einer minimalen Abkühlrate von 140°C/min (250°F/min) auf unter 540°C (1000°F). Vor dem Anlassen auf unter 50° C (125°F) abkühlen lassen. Für eine optimale Reaktion der Vakuum-Wärmebehandlung wird eine Gasabschreckung von mindestens 4 bar empfohlen.
Temperieren: Dreimal temperieren, mindestens 2 Stunden Haltezeit bei jeder Temperatur. Zwischen den Temperierungen vollständig auf Raumtemperatur abkühlen lassen.
Temperiertemperaturen:
200-400°C (400-750°F): Beste Korrosionsbeständigkeit
525-540°C (975-1000°F): Maximale Härte und Druckstreckgrenze, reduzierte Korrosionsbeständigkeit
550-565°C (1025-1050° F): Optimal für bestes Spannungsarmglühen und Dimensionsstabilität
Hinweis: Das Temperieren von martensitischem Edelstahl über 400°C (750°F) kann seine Korrosionsbeständigkeit verringern.
Wärmebehandlungsreaktion
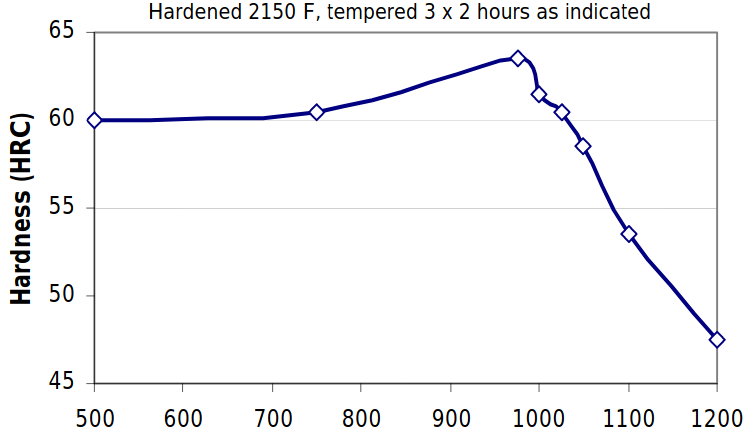
Temperierungstemperatur (F/C)
| °F/°C | 500/260 | 750/400 | 975/524 | 1000/538 | 1025/552 | 1050/565 | 1100/993 | 1200/649 |
| HRC | 60 | 60,5 | 63,5 | 61,5 | 60,5 | 58,5 | 53,5 | 47,5 |
Tiefkühlung (optional): Beim Temperieren bei oder unter 400°C (750°F) kann eine Gefrierbehandlung zwischen dem ersten und zweiten Zustand verwendet werden, um Restaustenit zu reduzieren und die Härte zu maximieren. Gefrierbehandlungen sollten immer von mindestens einem Temperament gefolgt werden.
Größenänderung: +0,03 bis +0,05% für ein vollständig martensitisches Gefüge. Das Vorhandensein von Restaustenit kann das Nettowachstum verringern. Typische Anwendungshärte: 58/61 HRC
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Normale Schwankungen in Chemie, Größe und Wärmebehandlungsbedingungen können zu Abweichungen von diesen Werten führen.
Auch interessant:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Favoriten nach Stahlsorte
Premium Oberklasse – hier.
Noch mehr zu S110V
Outdoormesser.net nach „S110V“ durchsuchen – hier.