
Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Das Crucible Industries, Crucible CPM, S60V und S90V sind Marken von Crucible Industries LLC, Solvay, NY.
CPMS60V ist ein korrosionsbeständiger, hochverschleißfester Werkzeugstahl, der nach dem Crucible Partikel-Metallurgie-Verfahren hergestellt wird. Es handelt sich im Wesentlichen um martensitischen 440C-Edelstahl, der mit einer gleichmäßigen Dispersion sehr feiner Vanadiumkarbide für eine außergewöhnlich gute Verschleißfestigkeit angereichert ist. CPM S60V bietet eine Korrosionsbeständigkeit die der von 440C entspricht, mit einer erheblichen Verbesserung der Verschleißbeständigkeit gegenüber 440C und D2, sowie anderen hochchromhaltigen Werkzeugstählen. Mit Eigenschaften von sowohl rostfreien Stählen als auch von Werkzeugstählen ist S60V ideal für korrosionsbeständige Anwendungen geeignet, die eine ungewöhnlich hohe Verschleißfestigkeit erfordern, sowie für Anwendungen mit hohem Verschleiß, die Korrosionsbeständigkeit erfordern. Für den Messermacher der individuelle Messer nach Vorgabe anfertigt, bietet CPM S60V einen korrosionsbeständigen Klingenschaft mit außergewöhnlichen Schnitthaltigkeitseigenschaften. Nur CPM S90V übertrifft S60V in den Verschleiß- als auch den Korrosionseigenschaften, aber es ist zu beachten, dass S60V aufgrund seines geringeren Vanadiumgehalts leichter zu schleifen ist.
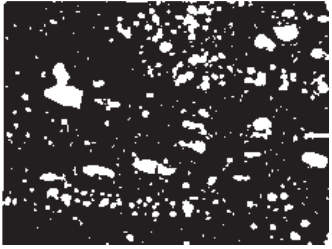
Konventioneller Stahl 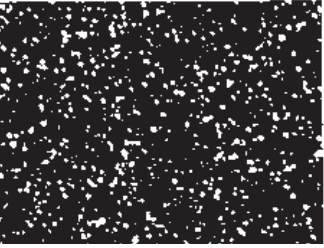
CPM Stahl
Das CPM-Verfahren führt zu einer feineren, gleichmäßigeren Karbidverteilung, die den hochlegierten Stählen eine verbesserte Zähigkeit und Schleifbarkeit verleiht. Das CPM-Verfahren ermöglicht auch die Konstruktion höher legierter Sorten, die mit der herkömmlichen Stahlherstellung nicht hergestellt werden können.
Inhaltsverzeichnis
Zusammensetzung
- Kohlenstoff: 2,15%
- Chrom: 17,0%
- Vanadium: 5,5%
- Molybdän: 0,4%
Typische Anwendungen
- Langlebige Spezialmesser
- Industrielle Messer, Schneidemaschinen und Häcksler
- Pelletier-Ausrüstung
- Verschleißkomponenten für die Lebensmittel- und chemische Verarbeitung
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Studie und Bewertung der Eignung durchgeführt werden.
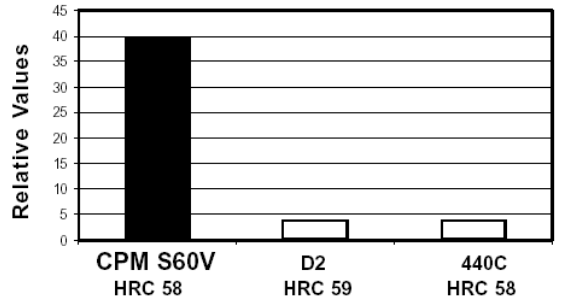
Verschleißfestigkeit
Physikalische Eigenschaften
| Elastizitätsmodul | 31 X 10^6 psi | 215 GPa |
| Dichte | 0,27 lbs/in³ | 7,4 g/cm³ |
| Wärmeleitfähigkeit | @ 65°C (200°F) 10 BTU/hr-ft-°F | 17,3 W/m-°K |
Wärmeausdehnungskoeffizient
| °F | °C | in/in/°F | mm/mm/°C |
|---|---|---|---|
| 70-400 | 20-200 | 6,1 X 10^-6 | 11,0 X 10^6 |
| 70-600 | 20-315 | 6,4 X 10^-6 | 11,5 X 10^6 |
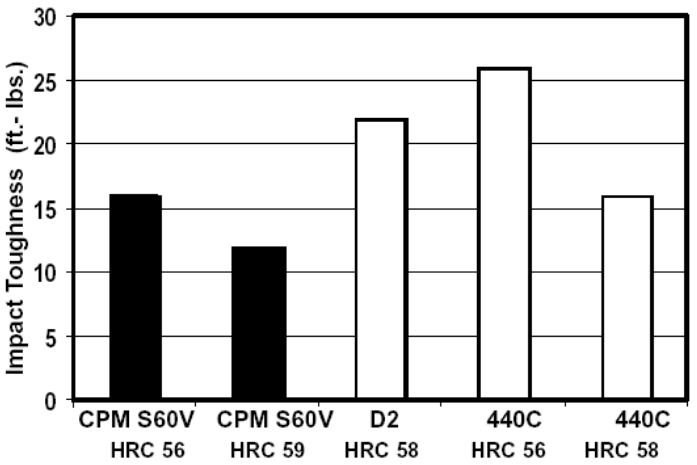
Mechanische Eigenschaften
| Härte ¹ HRC – Wärmebehandlung | Kerbschlagzähigkeit ² ft.-lb. – (Joules) | |
|---|---|---|
| CPM S60V | 58 – (A) | 16 – (22) |
| CPM S60V | 59 – (B) | 12 – (16) |
| CPM S60V | 60,5 – (C) | 11 – (15) |
| 440C | 56 – (D) | 26 – (35) |
| 440C | 58 – (E) | 16 – (22) |
| D2 | 59 – (F) | 21 – (29) |
Schlagzähigkeit
| (1) | A = gehärtet 1010°C (1850°F), doppelt temperiert 205°C (400°F) B = gehärtet 1065°C (1950°F), doppelt temperiert 205°C (400°F) C = gehärtet 1120°C (2050°F), doppelt temperiert 205°C (400°F) D = gehärtet 1040°C (1900°F), doppelt temperiert 315°C (600°F) E = gehärtet 1040°C (1900°F), doppelt temperiert 205°C (400°F) F = gehärtet 1010°C (1850°F), doppelt temperiert 315°C (600°F) |
| (2) | Charpy C-Kerbschlagprüfung |
Korrosionsbeständigkeit
Die Korrosionsbeständigkeit von CPM S60V ist im Allgemeinen mit der von 440C vergleichbar. Die Hochtemperatur-Oxidationsbeständigkeit ist etwas niedriger als 440C.
Besondere Hinweise für Messermacher:
Härte: Für Klingenmaterial wird die Härte HRC56/58 empfohlen, die eine ausgezeichnete Kombination aus Korrosionsbeständigkeit, Verschleißfestigkeit und Kantenzähigkeit bietet. Aufgrund seines hohen Legierungsanteils übertrifft CPMS60V die herkömmlichen Klingenmaterialsorten mit höherer Härte.
Wärmebehandlung: Die richtige Wärmebehandlung ist entscheidend, um eine optimale Schneidenhaltbarkeit und gute Zähigkeit zu erreichen. CPM S60V erfordert höhere Härtetemperaturen als herkömmliche Messerqualitäten, und es muss darauf geachtet werden, dass die Oberfläche der Klinge während der Wärmebehandlung vor Oxidation geschützt wird. Dies erfordert die Verwendung eines Ofens mit Atmosphärenregelung oder einfach das Umwickeln der Klinge mit einer Edelstahlfolie. CPM S60V wird wie die meisten hochlegierten Werkzeugstähle an der Luft gehärtet, aber eine gute, schnelle Luftkühlung wird empfohlen, um die richtige Härte zu erreichen. Wenn die Klinge mit Folie umwickelt ist, sollte die Folie unmittelbar nach der hohen Hitze entfernt werden, um jegliche isolierende Wirkung zu vermeiden. Das richtige Anlassen ist ebenfalls sehr wichtig. Es werden zwei Zugvorgänge bei einer ausreichend hohen Temperatur und für eine ausreichend lange Zeit empfohlen um Spannungen abzubauen ohne die Korrosionsbeständigkeit oder Härte zu beeinträchtigen.
Empfohlene Wärmebehandlung des Klingenmaterials: Austenitisieren: 1120°C (2050°F), schnelle Luftkühlung. Anlassen: Doppeltes Anlassen bei 500°F (260°C), jeweils 2 Std., Luftkühlung auf Raumtemperatur zwischen den Temperphasen.
Zerspan– und Schleifbarkeit
Aufgrund des hohen Vanadiumkarbidgehalts wird die Zerspan- und Schleifbarkeit von S60V etwas schwieriger sein als bei D2 oder 440C. Ähnliche Schleifgeräte und -praktiken sind angemessen. Aluminiumoxidräder vom Typ SG oder CBN-Räder haben im Allgemeinen die beste Leistung bei CPM-Stählen erzielt.
Reaktion auf Wärmebehandlung – Härte (HRC)
| Temperierungstemperatur in °C (°F) | 1010°C /1850 °F Luft / Öl | 1065°C /1950 °F Luft / Öl | 1120°C /2050 °F Luft / Öl |
|---|---|---|---|
| wie abgeschreckt | 54 / 56 | 58 / 60 | 60 / 62 |
| 205 (400) | 52 / 54 | 56 / 58 | 58 / 60 |
| 260 (500) | 52 / 53 | 54 / 55 | 57 / 59 |
| 315 (600) | 51 / 52 | 54 / 55 | 56 / 58 |
| 370 (700) | 51 / 52 | 54 / 55 | 56 / 58 |
Wärmebehandlung
Kritische Temperatur: 860°C (1580°F)
Glühen
Erwärmen auf 900°C (1650° F), 2 Stunden halten, langsam abkühlen mit einer maximalen Rate von 15°C (25° F) pro Stunde auf 595C° (1100° F), dann im Ofen oder in ruhiger Luft auf Raumtemperatur abkühlen.
Geglühte Härte: ca. BHN 255/277
Spannungsarmglühen
Geglühte Teile: Erwärmen auf 595-705°C (1100-1300°F), 2 Stunden halten, dann im Ofen oder an ruhiger Luft abkühlen.
Gehärtete Teile: Erwärmen auf 15-30°C (25-50° F) unter der ursprünglichen Anlasstemperatur, 2 Stunden halten, dann im Ofen oder an ruhiger Luft abkühlen.
Härten
Austenitisieren: 1010-1120°C (1850-2050°F)
Haltezeit auf Temperatur: 10–30 Minuten je nach Querschnittsgröße und Austenitisierungstemperatur. Niedrigere Temperaturen erfordern längere Einweichzeiten. Niedrigere Austenitisierungstemperaturen verleihen eine größere Zähigkeit, höhere Austenitisierungstemperaturen verleihen eine höhere Verschleißfestigkeit.
Abschrecken: Salzabschreckung, unterbrochene Ölabschreckung, Überdruck-Gasabschreckung oder Luftkühlung mit einer Mindestkühlrate von 80°C/min (150°F/min) bis unter 540°C (1000°F). Vor dem Anlassen auf unter 50°C (125°F) abkühlen. Für optimales Ansprechverhalten bei der Vakuum-Wärmebehandlung wird eine Gasabschreckung von mindestens 4 bar empfohlen.
Anlassen/Temperierung: Unmittelbar nach der Abkühlung der Werkzeuge auf unter 50°C (125°F) Doppelte Vergütung bei 200-400°C (400-750°F). Mindestens 2 Stunden pro Temperung halten. Aber das Anlassen über 425°C (800°F) kann zu einem gewissen Verlust der Korrosionsbeständigkeit führen. Eine Gefrierbehandlung kann, falls gewünscht, zwischen dem ersten und zweiten Vorgang durchgeführt werden. Gefrierbehandlungen sollten immer von einer mindestens einem Temperierungsvorgang gefolgt werden.
BITTE BEACHTEN: Eine Temperierung zwischen etwa 425 und 540°C (800 und 1000°F) wird nicht empfohlen. Alle martensitischen Edelstähle weisen beim Anlassen in diesem Bereich eine Versprödung auf.
Zielhärte: HRC56/58
Größenänderung: +0,02% bis +0,05%
Die gezeigte Größenänderung bezieht sich auf eine vollständig martensitische Mikrostruktur. Das Vorhandensein von Restaustenit kann das Netto-Wachstum verringern. Beim Anlassen bei 200-400°C (400-750°F) können Gefrierbehandlungen erforderlich sein, um den Restaustenit zu minimieren.
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Normale Schwankungen in der Chemie, der Größe und den Wärmebehandlungsbedingungen können Abweichungen von diesen Werten verursachen.
Mehr zu CPM S60V:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Messerstahl-FAQ – Teil 1
Was macht einen guten Stahl aus? – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu S60V
Outdoormesser.net nach „S60V“ durchsuchen – hier.