Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Das Crucible Industries, Crucible CPM und 9V sind alles Marken von Crucible Industries.
CPM 20CV ist ein einzigartiger Werkzeugstahl, der nach dem Crucible Particle Metallurgy Prozess hergestellt wird. Es handelt sich um einen martensitischen Edelstahl mit einem hohen Volumen an Vanadiumkarbiden für eine außergewöhnlich gute Verschleißfestigkeit. CPM 20CV enthält den höchsten Chromgehalt aller derzeit verfügbaren rostfreien Stähle mit hohem Vanadiumgehalt. Die chromreiche Matrix bietet eine hervorragende Korrosionsbeständigkeit.
CPM 20CV ist ein hervorragender Stahl für Kunststoff-Spritzgussschnecken, Zylinderlaufbuchsen, Schneckenspitzen und Formhohlräume, insbesondere für Kunststoffharze, die abrasive Füllstoffe enthalten. Das CPM-Verfahren führt zu einer feineren, gleichmäßigeren Karbidverteilung, die hochlegierten Stählen eine verbesserte Zähigkeit und Schleifbarkeit verleiht. Das CPM-Verfahren legiert auch Legierungen für die Konstruktion höher legierter Stahlsorten, die mit der herkömmlichen Stahlerzeugung nicht hergestellt werden können.
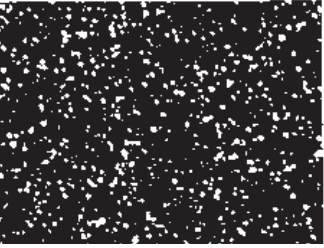
CPM Stahl 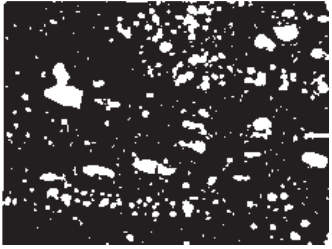
Konventioneller Stahl
Das CPM-Verfahren führt zu einer feineren, gleichmäßigeren Karbidverteilung, die den hochlegierten Stählen eine verbesserte Zähigkeit und Schleifbarkeit verleiht. Das CPM-Verfahren ermöglicht auch die Konstruktion höher legierter Sorten, die mit der herkömmlichen Stahlherstellung nicht hergestellt werden können.
Inhaltsverzeichnis
Zusammensetzung
- Kohlenstoff: 1,9%
- Chrom: 20,0%
- Vanadium: 4,0%
- Molybdän: 1,0%
- Wolfram: 0,6%
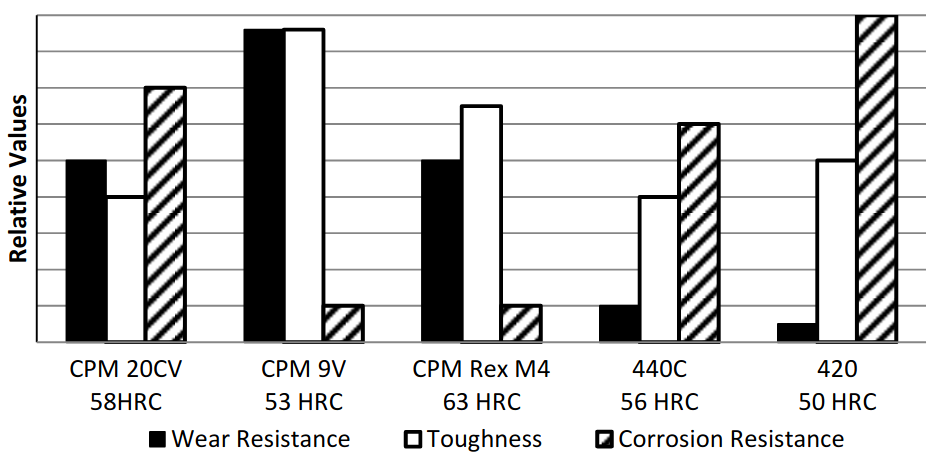
Werkzeugstahl Vergleichstabelle
Typische Anwendungen
- Leistungsstarkes, langlebiges Spezialschneidwerkzeug.
- Kunststoff-Spritz- und Extrusionsschnecken und -Werkzeuge
- Granulator-Messer
- Pelletier-Ausrüstung
- Verschleißkomponenten für die Lebensmittel- und chemische Verarbeitung
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Studie und Bewertung der Eignung durchgeführt werden.
Physikalische Eigenschaften
Dichte: 0,275 lb/in³ (7616 kg/m³)
Elastizitätsmodul: 31×106 psi (214 GPa)
Zerspanbarkeit: 35-40% eines 1%igen Kohlenstoffstahls
Wärmeausdehnungskoeffizient:
| Temperatur in °F | in/in/°F x 10°-6 | Temperatur in °C | in/in/°C x 10°-6 |
|---|---|---|---|
| 68 – 212 | 6,06 | 20 – 100 | 10,9 |
| 68 – 392 | 6,23 | 20 – 200 | 11,2 |
| 68 – 572 | 6,56 | 20 – 300 | 11,8 |
| 68 – 752 | 6,73 | 20 – 400 | 12,1 |
| 68 – 932 | 6,84 | 20 – 500 | 12,3 |
Schnitthaltigkeit
(CATRA Test relativ zu 440C)
| GRAD | % |
|---|---|
| CPM 20CV | 180 |
| 14-2-4 CrMoV | 145 |
| 14-4 CrMo | 120 |
| 440C | 100 |
Die CATRA (Cutlery & Allied Trade Research Association) Testmaschine misst die Gesamtzahl der mit Kieselsäure imprägnierten Karten, die in einer Folge von Durchgängen entlang einer Klinge geschnitten werden. Sie gilt als relatives Maß für die Kantenfestigkeit und die Verschleißfestigkeit.
Wärmebehandlung
Glühen
Das Glühen muss nach der Warmumformung und vor dem Wiederaushärten durchgeführt werden.
Die Wärme darf nicht mehr als 222°C (400°F pro Stunde) bis 1016-1038°C (1860-1900°F) betragen, und die Temperatur muss für 1 Stunde pro Zoll (25,4 mm) der maximalen Dicke gehalten werden; mindestens 2 Stunden. Dann langsam mit dem Ofen mit einer Rate von nicht mehr als 15°C pro Stunde (30°F pro Stunde) auf 538°C (1000°F) abkühlen. Weitere Abkühlung auf Umgebungstemperatur im Ofen oder an der Luft. Die resultierende Härte sollte etwa 30 HRC oder weniger betragen.
Härten
Vorwärmen: Erwärmern auf 760-788°C (1400-1450°F) und ausgleichen.
Austenitisieren (High Heat): Schnell von der Vorwärmung auf eine Temperatur innerhalb von 1960-2150°F (1071-1177°C) erwärmen. Eine niedrigere Austenitisierungstemperatur maximiert die Schlagzähigkeit. Eine höhere Austenitisierungstemperatur maximiert die Verschleiß- und Korrosionsbeständigkeit. Bei der Austenitisierungstemperatur 30 Minuten lang einweichen.
Abschrecken: Druckgas oder warmes Öl.
Bei Druckgas sollte der Ofen einen Mindestabschreckdruck von 4 bar haben. Eine Abschreckrate von etwa 222°C (400°F) pro Minute bis unter 538°C (1000°F) ist entscheidend, um die gewünschten Eigenschaften zu erhalten.
Bei Öl abgeschrecken bis es schwarz wird, etwa bei 482°C (900°F), dann an ruhiger Luft auf 66-51°C (150-125°F) abgekühlen.
Kältebehandlung: Für die Austenitisierung bei 1149°C (2100°F) oder höher wird eine Kältebehandlung nach dem Abschrecken auf 66-51°C (150 bis 125°F) empfohlen, um Restaustenit zu reduzieren. Auf -73°C (-100°F) abkühlen, aus dem Kühlmedium entfernen und das Werkstück in ruhiger Luft auf Umgebungstemperatur erwärmen lassen.
Anlassen: Unmittelbar nach dem Abschrecken oder nach dem Abschrecken und der Kältebehandlung anlassen.
Der typische Temperaturbereich liegt bei 400°-800°F (204-427°C). Temperatur halten für 1 Stunde pro Zoll (25,4 mm) Dicke, mindestens aber 2 Stunden, dann an der Luft auf Umgebungstemperatur abkühlen. Die typische Gebrauchshärte beträgt 56-59 HRC, obwohl höhere Härten für erhöhte Verschleißfestigkeit verwendet werden können.
Anlassen zwischen 427-583°C (800 und 1100°F) verringert die Korrosionsbeständigkeit und Zähigkeit.
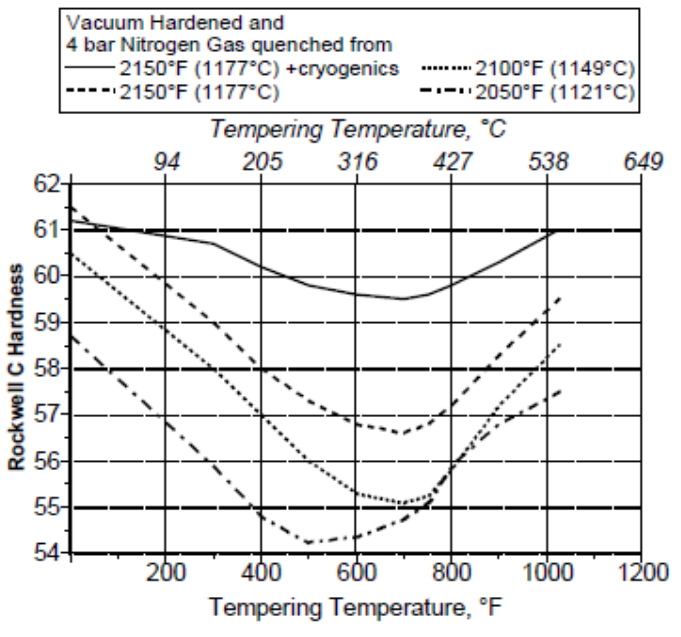
Reaktion auf Wärmebehandlung
Für Ofen- oder Salzbadhärtung

Für Vakuum-Ofen-Härtung
Mehr zu CPM 20CV:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Favoriten nach Stahlsorte
Premium Oberklasse – hier.
Beurteilung CPM 20CV
Wie gut ist CPM 20CV Stahl? – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu CPM 20CV
Outdoormesser.net „CPM 20CV“ durchsuchen – hier.