Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Das Crucible Industries, Crucible Industries Logo, CPM, 1V, 3V, 9V, 10V, S30V, S35VN und S90V sind Marken von Crucible Industries LLC, Solvay, NY.
CPM 10V war der erste in der Familie der Werkzeugstähle mit hohem Vanadiumgehalt, der nach dem Crucible Particle Metallurgy-Verfahren hergestellt wurde. Die Crucible Ingenieure optimierten den Vanadiumgehalt, um eine überlegene Verschleißfestigkeit bei gleichzeitiger Beibehaltung von Zähigkeit und Herstellungseigenschaften, die mit D2 und M2 vergleichbar sind, zu erreichen. Seit seiner Einführung im Jahr 1978 hat sich CPM 10V weltweit durchgesetzt und setzt den Standard für hoch verschleißfeste Industriewerkzeuge. Seine außergewöhnliche Verschleißbeständigkeit und gute Zähigkeit machen es zu einem ausgezeichneten Kandidaten für den Ersatz von Hartmetall und anderen hoch verschleißfesten Werkstoffen bei Kaltarbeitswerkzeuganwendungen, insbesondere dort, wo die Zähigkeit der Werkzeuge ein Problem darstellt oder wo Kosteneffizienz nachgewiesen werden kann.
Das CPM-Verfahren erzeugt einen sehr homogenen, hochwertigen Stahl, der sich im Vergleich zu Stählen, die mit herkömmlichen Verfahren hergestellt werden, durch überlegene Maßhaltigkeit, Schleifbarkeit und Zähigkeit auszeichnet.
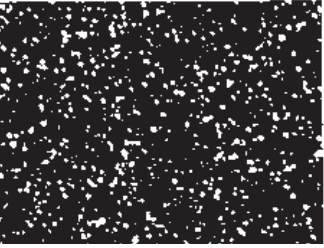
CPM Stahl 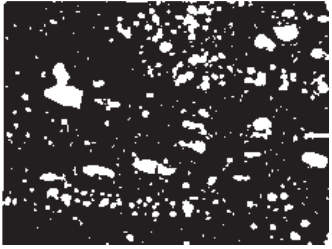
Konventioneller Stahl
Inhaltsverzeichnis
Zusammensetzung
- Kohlenstoff: 2,45 %
- Chrom: 5,25 %
- Vanadium: 9,75 %
- Molybdän: 1,3 %
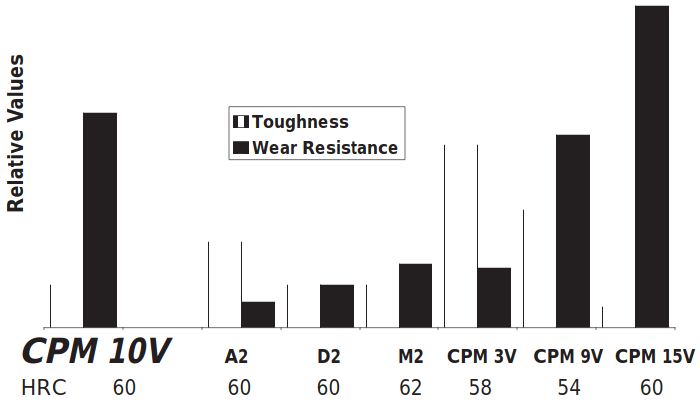
Werkzeugstahl Vergleichstabelle
Typische Anwendungen
- Stanz- oder Umformwerkzeuge
- Stempel und Matrizen
- Werkzeuge zur Pulververdichtung
- Schnitt- und Stanzwerkzeuge
- Industrielle Messer und Schneidemaschinen
- Werkzeuge für die Holzbearbeitung
- Kunststoff-Formeinsätze
- Kunststoff-Einspritzfässer
- Verschleißteile
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Studie und Bewertung der Eignung durchgeführt werden.
Physikalische Eigenschaften
| Elastizitätsmodul | 32 X 10^6 psi | 221 GPa |
| Dichte | 0,268 lbs/in^3 | 7,418 g/cm^3 |
Wärmeleitfähigkeit
| BTU/hr-ft-°F | W/m-°K | cal/cm-s-°C | |
|---|---|---|---|
| 21°C (70°F) | 11,78 | 20,39 | 0,0487 |
| 100°C (212°F) | 12,44 | 21,54 | 0,0514 |
| 300°C (572°F) | 14,36 | 24,85 | 0,0593 |
| 500°C (932°F) | 15,19 | 26,30 | 0,0628 |
Wärmeausdehnungskoeffizient
| °F | °C | in/in/°F | mm/mm/°C |
|---|---|---|---|
| 70-400 | (21- 93) | 5.96X10^-6 | (10.7X10^-6) |
| 70-600 | (21-260) | 6.18X10^-6 | (11.1X10^-6) |
| 70-800 | (21-427) | 6.54X10^-6 | (11.8X10^-6) |
| 70-1100 | (21-593) | 6.82X10^-6 | (12.3X10^-6) |
Mechanische Eigenschaften
Schlagzähigkeit
Je nach Anwendungsanforderung an die Härte erhöht eine Absenkung der Härtetemperatur (Unterhärtung) die Zähigkeit.
| Härtungstemperatur °C – °F | Anlass-Temperatur °C – °F | Härte (HRC) | Kerbschlagzähigkeit ² ft.-lb. – (Joules) | Biegebruchfestigkeit ksi – (MPa) |
|---|---|---|---|---|
| 1175 – 2150 | 540 – 1000 | 64 | 15 – 20 | 627 – 4322 |
| 1150 – 2100 | 540 – 1000 | 63 | 16 – 22 | 615 – 4239 |
| 1120 – 2050 | 550 – 1025 | 61 | 23 – 30 | 635 – 4377 |
| 1065 – 1950 | 550 – 1025 | 59 | 26 – 35 | – |
Zerspan– und Schleifbarkeit
Die Zerspanbarkeit im geglühten Zustand ist ähnlich wie bei T15-Schnellarbeitsstahl. Für Schnellarbeitsstähle werden ähnliche Schleifgeräte und -verfahren empfohlen. Aluminiumoxidscheiben des Typs „SG“ oder CBN-Scheiben haben im Allgemeinen die beste Leistung mit CPM-Stählen erbracht.
Wärmebehandlung
Kritische Temperatur: 840°C (1540°F)
Schmieden: 1095-1150°C (2000-2100°F) Nicht unter 930°C (1700°F) schmieden. Langsam abkühlen.
Glühen: Erwärmen auf 870°C (1600°F), 2 Stunden halten, langsam abkühlen, nicht schneller als 15°C (30°F) pro Stunde auf 540°C (1000°F), dann Ofenabkühlung oder an ruhender Luft auf Raumtemperatur abkühlen.
Geglühte Härte: Über BHN 255-277
Spannungsarmglühen
Geglühte Teile: Erwärmen auf 595-700°C (1100-1300°F), 2 Stunden halten, dann Ofenabkühlung oder an ruhender Luft abkühlen lassen.
Gehärtete Teile: Erwärmen auf 15°C (30°F) unterhalb der ursprünglichen Anlasstemperatur, 2 Stunden halten, dann Ofenabkühlung oder an ruhender Luft abkühlen.
Richten: Am besten warm bei 200-430°C (400-800°F)
Härten
Vorwärmen: Erwärmen auf 815-845°C (1500-1550°F) Ausgleichen. Zweite Vorwärmstufe bei 1010-1040°C (1850-1900°F) empfohlen für Vakuum- oder Atmosphärenhärtung.
Austenitisieren: 1010-1175°C (1850-2150°F), Haltezeit bei Temperatur 30-45 Minuten.
Abschrecken: Abschrecken an Luft oder bei Überdruck (mindestens 2 bar) auf unter 50°C (125°F) oder Salz oder unterbrochene Ölabschreckung auf etwa 540°C (1000°F), dann Luftkühlung auf unter 50°C (125°F). Eine Salzbadbehandlung, sofern durchführbar, gewährleistet die maximal erreichbare Zähigkeit für eine bestimmte Härtebehandlung. Die Abschreckrate unter Vakuum oder an der Atmosphäre im Bereich von 1010-705°C (1850-1300°F) ist entscheidend, um ein optimales Wärmebehandlungsergebnis zu erzielen.
Anlassen: Doppeltes Anlassen bei mindestens 540°C (1000°F). Mindestens 2 Stunden jedes Mal. (Siehe Tabelle) Größenänderung: +0.03/0.05%
Empfohlene Wärmebehandlung
Um die beste Kombination von Zähigkeit und Verschleißfestigkeit zu erzielen, wird CPM 10V bei 1120°C (2050°F) austenitisiert, 30-45 Minuten gehalten und abgeschreckt. 3 Mal bei 550°C (1025°F) angelassen.
Zielhärte: HRC 60. Höhere Austenitisierungstemperaturen können verwendet werden, um eine höhere Härte zu erhalten, bei einer leichten Abnahme der Schlagfestigkeit. Die niedrigeren Austenitisierungstemperaturen bieten die beste Schlagzähigkeit.
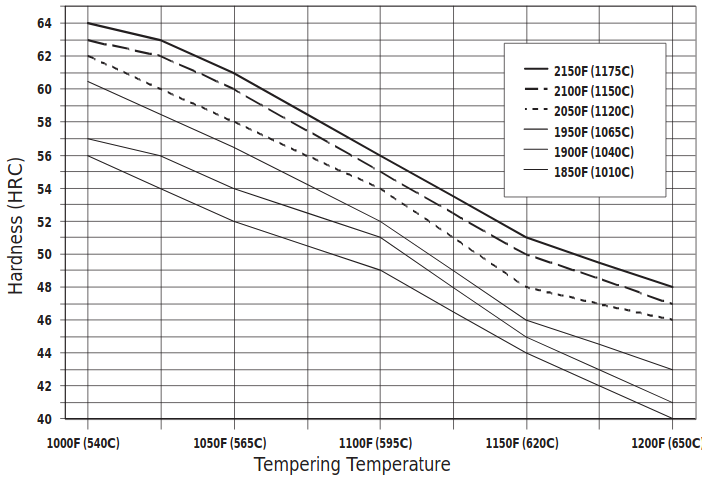
Reaktion auf Wärmebehandlung
Härte (HRC)
Anlasstemperatur – Austenitisierungstemperatur
| Anlasstemperatur bei | Aust.-Temp. 1010°C (1850°F) | Aust.-Temp. 1040°C (1900°F) | Aust.-Temp. 1065°C (1950°F ) | Aust.-Temp. 1120°C (2050°F ) | Aust.-Temp. 1150°C (2100°F ) | Aust.-Temp. 1175°C (2150°F ) |
|---|---|---|---|---|---|---|
| wie geglüht | 61 | 63 | 65 | 65 | 64,5 | 63,5 |
| 540°C (1000°F) | 56 | 57 | 60,5 | 62 | 63 | 64 |
Optimal für maximale Zähigkeit und effektiven Spannungsabbau
| 550°C (1025°F) | 54 | 56 | 58,5 | 60 | 62 | 63 |
| 565°C (1050°F) | 52 | 54 | 56,5 | 58 | 60 | 61 |
| 595°C (1100°F) | 49 | 51 | 52 | 54 | 55 | 56 |
| 620°C (1150°F) | 44 | 45 | 46 | 48 | 50 | 51 |
| 650°C (1200°F) | 40 | 41 | 43 | 46 | 47 | 48 |
Die Ergebnisse können je nach Härteverfahren und Querschnittsgröße variieren. Eine Salz- oder Ölabschreckung führt zu maximalen Ergebnissen. Vakuum- oder Atmosphärenkühlung kann zu bis zu 1-2 HRC-Punkten weniger führen.
| Min. Time at Aust. Temp. | 60 min. | 45 min. | 30 min. | 20 min. | 15 min. | 10 min. |
| Min. Number of Tempers | 2 | 2 | 2 | 2 | 3 | 3 |
Oberflächenbehandlungen
Aufgrund seiner hohen Anlasstemperaturen (> 538°C/1000°F) eignet sich CPM 10V zum Nitrieren, PVD-Beschichten oder ähnlichen Oberflächenbehandlungen. CVD-Beschichtungsprozesse überschreiten im Allgemeinen die kritische Temperatur und können zu nicht vorhersehbaren Dimensionsvänderungen führen.
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Normale Schwankungen in Chemie, Größe und Wärmebehandlungsbedingungen können zu Abweichungen von diesen Werten führen.
Auch interessant:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu CPM 10V
Outdoormesser.net nach „CPM 10V“ durchsuchen – hier.