
Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. The Crucible logo, Crucible, Airdi, CRU-WEAR, CPM, 3V und 10V sind Warenzeichen der Crucible Industries.
Airdi 150 (AISI D2) ist ein lufthärtender Werkzeugstahl mit hohem Kohlenstoff- und hohem Chromgehalt, vergütbar auf HRC 60-62. Er besitzt eine ausgezeichnete Abriebfestigkeit aufgrund eines großen Volumens von Karbiden im Gefüge. Airdi 150 (D2) wird seit vielen Jahren in großem Umfang für Kaltarbeitsanwendungen eingesetzt die eine sehr hohe Verschleißfestigkeit erfordern. Er ist im geglühten Zustand bearbeitbar und weist, wie andere lufthärtende Werkzeugstähle, beim Härten minimalen Verzug auf.
Inhaltsverzeichnis
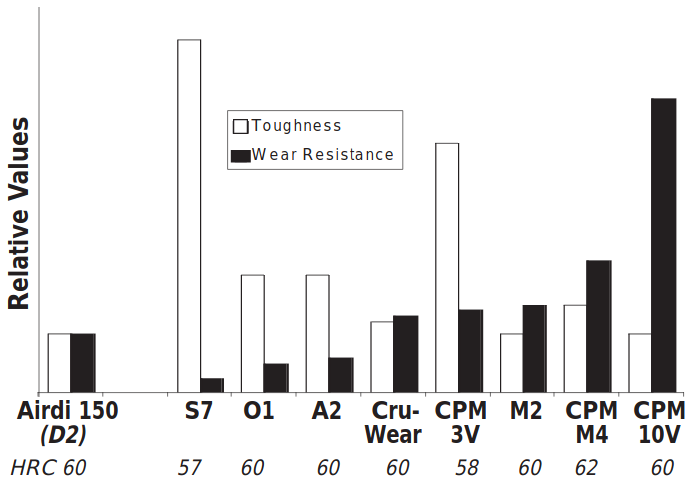
Werkzeugstahl Vergleichstabelle
Typische Anwendungen
| Stanz- oder Umformwerkzeuge | Stempel und Matrizen |
| Formrollen | Stanzwerkzeuge |
| Gewinderollwerkzeuge | Prägewerkzeuge |
| Laminierwerkzeuge | Trimmwerkzeuge |
| Industrielle Messer und Schneidemaschinen | Scherklingen |
| Feinschneide-Werkzeuge | Schrott-Häcklser |
| Verschleißteile | Reifenzerkleinerer |
| Kunststoff-Spritzgussförderschnecken und -spitzen |
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Untersuchung und Bewertung der Eignung durchgeführt werden.
Zusammensetzung
- Kohlenstoff: 1,55 %
- Chrom: 11,5 %
- Vanadium: 0,8 %
- Molybdän: 0,9 %
Physikalische Eigenschaften
| Elastizitätsmodul | 30 X 10^6 psi | 207 GPa |
| Dichte | (0,278 lbs./in³) | 7,695 g/cm³ |
Wärmeleitfähigkeit
| BTU/hr-ft-°F | W/m-°K | cal/cm-s-°C | |
| bei 95°C (200°F) | 12,1 | 20,9 | 0,0500 |
| bei 205°C (400°F) | 13 | 22,5 | 0,0538 |
| bei 315°C (600°F) | 14 | 24,2 | 0,0559 |
| bei 425°C (800°F) | 14,6 | 25,3 | 0,0604 |
| bei 540°C (1000°F) | 14,8 | 25,6 | 0,0612 |
Wärmeausdehnungskoeffizient
| °F | °C | in/in/°F | mm/mm/°C |
|---|---|---|---|
| 70-200°F | 20-95°C | 5,8 X 10^6 | 10,4 X 10^6 |
| 70-400°F | 20-200°C | 6,3 X 10^6 | 11,3 X 10^6 |
| 70-600°F | 20-315°C | 6,6 X 10^6 | 11,8 X 10^6 |
| 70-800°F | 20-425°C | 6,8 X 10^6 | 12,2 X 10^6 |
| 70-1000°F | 20-540°C | 7,0 X 10^6 | 12,6 X 10^6 |
Mechanische Eigenschaften
| Wärmebehandlungs- (1) und Austenitisierungstemperatur | HRC | Kerbschlagzähigkeit (2) ft.-lb. – (J) | |
|---|---|---|---|
| AIRDI 150 (AISI D2) | 1010°C (1850°F) | 60 | 21 – (28) |
| CPM 3V | 1025 ° C / 1875 °F | 58 | 85 – (113) |
| CPM 3V | 1065 ° C / 1950 °F | 60 | 70 – (95) |
| CPM 3V | 1120 ° C / 2050 °F | 62 | 40 – (53) |
| S7 | 955 °C / 1750 °F | 57 | 125 – (165) |
| A2 | 955 °C / 1750 °F | 60 | 40 – (53) |
| D2 | 1010 °C / 1850 °F | 60 | 21 – (28) |
| CPM CruWear/Z-Wear PM | 1065 ° C / 1950 °F | 60 | 60 – (80) |
| M2 | 1120 ° C / 2050 °F | 62 | 20 – (27) |
| CPM M4 | 1120 ° C / 2050 °F | 62 | 32 – (43) |
(1) Wärmebehandlung: Austenitisiert wie angegeben und angelassen auf Härte.
(2) Charpy-C-Kerbschlagbiegeversuch
(3) Kreuzzylinder-Verschleißtest (höhere Zahl = bessere Verschleißfestigkeit)
Zerspanbarkeit
Die Zerspanbarkeit von Airdi 150 (D2) im geglühten Zustand beträgt etwa 35% der des W1-Werkzeugstahls.
Wärmebehandlung
Glühen: Erwärmen auf 870°C (1600°F), 2 Stunden halten, langsam abkühlen, 15°C (25°F) pro Stunde auf 540°C (1000°F), dann Luftkühlung. ODER auf 870°C (1600°F) erwärmen, 2 Stunden halten, auf 775°C (1425°F) abkühlen, 6 Stunden halten und dann an der Luft abkühlen.
Geglühte Härte: ca. BHN 221/225
Spannungsarmglühen
Geglühte Teile: Auf 1200-1250°F (650-675°C) erhitzen, 2 Stunden halten und dann an ruhender Luft abkühlen.
Gehärtete Teile: Auf 15-25°C (25-50°F) unter der ursprünglichen Anlasstemperatur erwärmen, 2 Stunden halten, dann an ruhender Luft abkühlen.
Härten
Vorwärmen: auf 595-650°C (1100-1200°F), ausgleichen, dann auf 760-790°C (1400-1450°F), ausgleichen.
Austenitisieren: 1825-1875°F (995-1025°C), Haltezeit bei Temperatur 30-45 Minuten.
Abschrecken: Abschrecken mit Luft oder Überdruck (mindestens 2 bar) auf unter 65°C (150°F)
Temperieren: 400-1000°F (205-540°C).
Die Temperierung muss mindestens 2 Stunden pro Mal oder mindestens 1 Stunde pro Zoll (25 mm) Dicke betragen. Doppeltes Tempern. Zwischen den Temperierphasen auf Raumtemperatur abkühlen.
Kryogenische Behandlung: Die Abkühlung nach dem ersten Anlassen kann die langfristige Dimensionsstabilität durch die Umwandlung von Restaustenit verbessern. Auf jede Kühlbehandlung muss ein Anlassen folgen.
Größenänderung:
(Die Menge des zurückbehaltenen Austenits hat einen erheblichen Einfluss).
| Temperatur Härtung | Temperatur Temperierung | HRC | Größenänderung in Längsrichtung |
|---|---|---|---|
| 1850°F (1010°C) | 205°C (400°F) | 61 | +0,025 % |
| 1850°F (1010°C) | 315°C (600°F) | 59 | -0.010 % |
| 1850°F (1010°C) | 425°C (800°F) | 58 | -0.017 % |
| 1850°F (1010°C) | 540°C (1000°F) | 55 | -0.006 % |
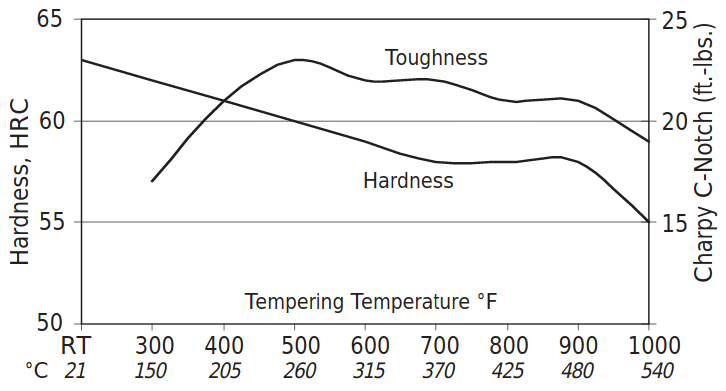
Reaktion auf Wärmebehandlung – Härte HRC
Daten zur Härte und Schlagzähigkeit
Austenitisiert 1850°F (1010°C) Luftkühlung
| Temperierungstemeratur | HRC | Charpy C-Kerbschlag-Test ft. lbs. – (Joule) |
|---|---|---|
| wie abgeschreckt | 63 | |
| 150°C (300°F) | 62 | 17 – (23) |
| 205°C (400°F) | 61 | 21 – (29) |
| 260°C (500°F) | 60 | 23 – (31) |
| 315°C (600°F) | 59 | 22 – (30) |
| 370°C (700°F) | 58 | 22 – (30) |
| 420°C (800°F) | 58 | 21 – (29) |
| 480°C (900°F) | 58 | 21 – (29) |
| 540°C (1000°F) | 55 | 19 – (26) |
Die Ergebnisse können je nach Härteverfahren und Querschnittsgröße variieren. Vakuum- oder Atmosphärenkühlung kann bis zu 1-2 HRC-Punkte niedriger sein.
Schweißen
Lufthärtendes Werkzeugstahl-Füllmaterial verwenden.
Geglühtes Material: Vorwärmen von 370-485°C (700-900°F), Temperatur des Werkstücks während des Schweißens auf mindestens 370°C (700°F) halten. Nach dem Schweißen erneut glühen oder bei 775°C (1425°F) für 6 Stunden anspannen.
Gehärtetes Material: Vorwärmen auf 15-30°C (25-50°F) unter der ursprünglichen Anlasstemperatur oder mindestens 175°C (350°F). Die Temperatur des Werkstücks während des Schweißens auf mindestens 175°C (350°F) halten. Nach dem Schweißen auf unter 65°C (150°F) abkühlen. Anlassen 15°C (25°F) unter der ursprünglichen Anlassstemperatur oder mindestens 175°C (350°F).
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Normale Schwankungen in der Chemie, der Größe und den Wärmebehandlungsbedingungen können Abweichungen von diesen Werten verursachen. Für zusätzliche Daten oder metallurgische technische Unterstützung wenden Sie sich bitte an das örtliche Tiegelservicezentrum.
Mehr zu D2:
Beurteilung D2
D2 Messerstahl – wie gut ist er und was kann er? – hier.
Vergleich D2 und S30V
S30V und D2 – welches ist der bessere Messerstahl? – hier.
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Favoriten nach Stahlsorte
Untere Oberklasse – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu D2
Outdoormesser.net nach „D2“ durchsuchen – hier.