
Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Das Crucible Industries Logo und Crucible sind Marken von Crucible Industries.
Crucible 154 CM hat eine bessere Korrosionsbeständigkeit, eine bessere Verschleißfestigkeit und eine bessere Warmhärte als 440C. Für Messermacher bietet es eine bessere Schnitthaltigkeit als 440C. Außerdem hat er eine höhere erreichbare Härte und bessere Durchhärtungseigenschaften als 440C.
Inhaltsverzeichnis
Typische Anwendungen
- Besteck
- Lager
- Ventilanschlüsse
- Buchsen
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Untersuchung und Bewertung der Eignung durchgeführt werden.
Zerspanbarkeit
Crucible 154CM ist aufgrund seines höheren Hartmetallvolumens etwas schwieriger zu bearbeiten als 440C. Mit Hochgeschwindigkeits- oder Hartmetallwerkzeugen werden die folgenden Bearbeitungsparameter vorgeschlagen:
| Art der Bearbeitung | Geschwindigkeit (fpm) | Vorschub (cm/U / in/rev) |
|---|---|---|
| Hochgeschwindigkeitswerkzeuge | ||
| Drehen Bildung Bohren Abschneiden | 50 / 60 50 / 60 40 50 / 60 | 0,0075 cm / 0.003” 0,0025 cm / 0.001” 0,0050 cm / 0.002” 0,0025 cm / 0.001” |
| Hartmetall-Werkzeuge | ||
| Drehen Bildung Abschneiden | 150 100 100 | 0,025 cm / 0.010” 0,004 cm / 0.0015” 0,004 cm / 0.0015” |
Zusammensetzung
- Kohlenstoff: 1,05%
- Chrom: 14,00%
- Molybdän: 4,0%
Physikalische Eigenschaften
| Elastizitätsmodul | 30 X 10^6 psi | 207 GPa |
| Dichte | 0,281 lbs./in³ | 7,78 g/cm³ |
Wärmeleitfähigkeit
| BTU/hr-ft-°F | W/m-°K | cal/cm-s-°C | |
| bei 95°C / 200°F | 14 | 24,2 | 0,057 |
Wärmeausdehnungskoeffizient
| °F | °C | in/in/°F | mm/mm/°C |
|---|---|---|---|
| -100 – 70 °F | -74 – 21 °C | 3,90 X 10^-6 | 7,02 X 10^-6 |
| 70 – 100 °F | 21 – 38 °C | 4,07 X 10^-6 | 7,33 X 10^-6 |
| 70 – 300 °F | 21 – 149 °C | 5,75 X 10^-6 | 10,35 X 10^-6 |
| 70 – 500 °F | 21 – 260 °C | 6,06 X 10^-6 | 10,91 X 10^-6 |
| 70 – 600 °F | 21 – 315 °C | 6,15 X 10^-6 | 11,07 X 10^-6 |
| 70 – 700 °F | 21 – 360 °C | 6,33 X 10^-6 | 11,39 X 10^-6 |
| 70 – 800 °F | 21 – 371 °C | 6,45 X 10^-6 | 11,61 X 10^-6 |
| 70 – 900 °F | 21 – 482 °C | 6,59 X 10^-6 | 11,86 X 10^-6 |
| 70 – 1000 °F | 21 – 538 °C | 6,67 X 10^-6 | 12,01 X 10^-6 |
Mechanische Eigenschaften
| Klasse | Härte (HRC) | Verschleissfestigkeit* | Karbidvolumen, absolut |
| 154 CM | 58,5 | 49 mg | 17,5 % |
| 440C | 57,5 | 66mg, 55 mg | 12 % |
* Verschleißfestigkeit, gemessen nach der Stiftabriebmethode. Eine geringere Anzahl (mg.) ist ein geringerer Gewichtsverlust (in mg.) und damit eine bessere Verschleißfestigkeit.
Warmhärte
| Wärmebehandlung – HRC (inital) | HRC getestet bei 400 °F / 500 °F / 600 °F | HRC (final) |
|---|---|---|
| A – 62 | 59 / 58 / 55 | 60 |
| B – 62 | – / – / 55 | 62 |
| C – 64 | – / – / 57 | 64 |
(A) Austenitisiert bei 1066 °C (1950 °F) 1 Std., Ölabschreckung, kältebehandelt, gehärtet bei 215 °C (600 °F) 1 Std.
(B) Austenitisiert bei 1066 °C (1950 °F) 1 Std., Ölabschreckung, kältebehandelt, gehärtet bei 538 °C (1000 °F) 1 Std.
(C) Austenitisiert bei 1093 °C (2000 °F) 1 Std., Ölabschreckung, kältebehandelt, gehärtet bei 215 °C (1000 °F) 1 Std.
Wärmebehandlung
Glühen
Glühen: Auf 900°C (1650°F) erhitzen, 2 Stunden halten, langsam abkühlen, nicht schneller als 15°C (25°F) pro Stunde auf 650°C (1200°F), dann im Ofen oder in ruhiger Luft auf Raumtemperatur abkühlen lassen. Crucible 154 CM kann zyklisch getempert werden durch Erhitzen auf 900°C (1600°F). 2 Stunden halten, dann abkühlen auf 704°C (1300°F), 4 Stunden halten, dann an der Luft abkühlen.
Geglühte Härte: Ca. BHN 235
Spannungsarmglühen
Geglühte Teile: Erwärmen auf 595-705°C (1100-1300°F), 2 Stunden halten, dann im Ofen abkühlen lassen oder in ruhiger Luft.
Gehärtete Teile: Erwärmen auf 15-30°C (25-50°F) unter der ursprüngliche Anlasstemperatur, 2 Stunden halten, dann im Ofen abkühlen oder in ruhiger Luft.
Härten
Vorwärmung: Erwärmen auf 760°C (1400°F), ausgleichen.
Austenitisieren: 1037-1093°C (1900-2000°F), 30-60 Minuten auf Temperatur halten.
Abschrecken: Öl oder Überdruck (mindestens 4 bar) auf unter 50°C (125°F) oder Salzabschreckung auf 540°C (1000°F), dann Luftkühlung auf 50°C (125°F). Die Salzbadbehandlung, falls praktikabel, gewährleistet die maximal erreichbare Zähigkeit für eine gegebene Härtebehandlung.
Anlassen: Zweimal bei 204-650°C (400-1200°F), jeweils mindestens 2 Stunden.
Hinweis: Wie bei allen martensitischen Edelstählen führt das Anlassen bei 425-600°C (800-1100°F) zu einer Sensibilisierung, die zu einer geringfügigen Verringerung der Korrosionsbeständigkeit und Zähigkeit führt. Wir empfehlen, diesen Temperierbereich zu vermeiden.
Zielhärte: HRC 55-62
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Abweichungen von diesen Werten können durch Schwankungen in der Chemie, der Größe und den Wärmebehandlungsbedingungen entstehen.
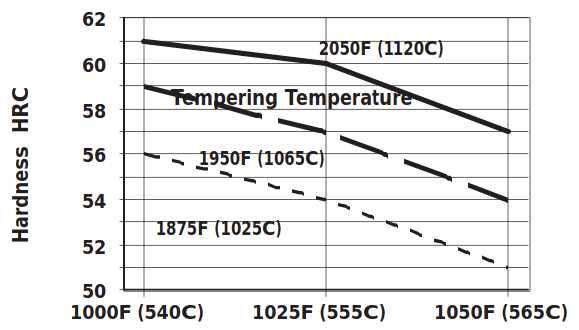
Reaktion auf Wärmebehandlung
Härte in HRC
Austenitisierungstemperatur
| Anlasstemperatur | 1038 °C / 1900 °F | 1065 °C / 1950 °F | 1093 °C / 2000 °F |
|---|---|---|---|
| Zeit bei Temperatur | 1 h | 1 h | 30 min. |
| Abgeschrecken (* Optional: Kältebehandlung) | Öl / Öl + Kälte | Öl / Öl + Kälte | Öl / Öl + Kälte |
| Wie abgeschreckt | 62 / 63 | 61 / 63 | 54 / 63 |
| 204°C (400°F) 315°C (600°F) 427°C (800°F) 482°C (900°F) 540°C (1000°F) 565°C (1050°F) 593°C (1100°F) 649°C (1200°F) | 59 / 60 56 / 59 56 / 56 56 / 57 54 / 58 51 / 52 47 / 48 41 / 42 | 59 / 62 56 / 60 57 / 60 58 / 61 60 / 60 55 / 56 47 / 48 45 / 46 | 52 / 62 50 / 60 50 / 61 52 / 61 54 / 63 52 / 58 49 / 51 45 / 47 |
| Zeit bei Temperatur | 2 h | 2 h | 2 h |
| Temperierungen | 2 | 2 | 2 |
Die Ergebnisse können je nach Härteverfahren und Querschnittsgröße variieren. Eine Salz- oder Ölabschreckung gibt maximale Reaktion. Vakuum- oder Atmosphärenkühlung kann bis zu 1-2 HRC-Punkte niedriger sein.
Empfohlene Vorgehensweise bei der Wärmebehandlung
Um Restaustenit vollständig umzuwandeln, wird eine Gefrierbehandlung mit Trockeneis bei -74°C (-100°F) entweder nach dem Abschrecken oder zwischen den beiden Vorgängen empfohlen. Die Gefrierbehandlung ist direkt aus der Abschreckung heraus am effektivsten, jedoch werden komplexe Teile mit scharfen Ecken werden sicherer zwischen den beiden Vorgängen gefroren. Dünnschliffe können erfolgreich unter Druckluft abgeschreckt werden und erzielen Ergebnisse wie in der obigen Tabelle.
Oberflächenbehandlung
Bei Oberflächenbehandlungen wie CVD, PVD oder Nitrieren ist darauf zu achten, dass die Temperatur des Beschichtungsprozesses unterhalb der Anlasstemperatur liegt. Hinweis: Nitrieren verringert die Korrosionsbeständigkeit von Crucible 154 CM oder jedem anderen Edelstahl.
Mehr zu 154 CM Stahl:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Favoriten nach Stahlsorte
Untere Oberklasse – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu 154 CM
Outdoormesser.net „154 CM“ durchsuchen – hier.