
Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Carpenter, das hier (@alphaknifesupply.com) gefunden werden kann, und dient nur zu Informationszwecken. Sofern nicht anders angegeben, sind eingetragene Warenzeichen Eigentum von CRS Holdings Inc., eine Tochtergesellschaft der Carpenter Technology Corporation. Urheberrecht 2020 CRS Holdings Inc. Alle Rechte vorbehalten.
Inhaltsverzeichnis
Typen-Analyse
| C | Mn | Si | Cr | P | Mo | S | Fe |
|---|---|---|---|---|---|---|---|
| 0,85 – 0,95 % | 1,0 % | 1,0 % | 15 – 17 % | 0,04 % | 0,5 % | 0,03 % | 79,48 – 81,58 % |
Allgemeines
Beschreibung
Die Carpenter CTS™ BD1-Legierung ist ein kohlenstoffreicher Chromstahl, der rostfreie Eigenschaften mit hoher Härte und ausgezeichneter Verschleißfestigkeit bietet. In Bezug auf Härte und Verschleißfestigkeit verhält sich die Carpenter CTS BD1-Legierung sehr ähnlich wie Werkzeugstähle. Die Carpenter CTS BD1-Legierung erreicht eine Rockwell C- Härte von 58-60 wenn sie wärmebehandelt wird, und wurde für Schneidwaren, Kugellager und kleine Maschinenteile verwendet, die hohen Verschleißbedingungen ausgesetzt sind. Dieser Stahl hat eine fein ausgewogene chemische Zusammensetzung mit speziellen Zusätzen zur Verbesserung der Schnitthaltigkeit.
Bei CATRA-Tests (Cutlery and Associated Trades Research Association) hat die Carpenter CTS BD1-Legierung eine TCC-Bewertung (Total Card Cut) von 570 mm, was der Schneidleistung von hochwertigem Edelstahl 440C entspricht. Die fein abgestimmte Chemie verbessert die Verarbeitung des Stahls insbesondere bei der Schneidwarenherstellung.
Verwendung bei erhöhter Temperatur
Die Carpenter CTS BD1-Legierung wird in der Regel nicht für Anwendungen bei erhöhten Temperaturen empfohlen, da die Korrosionsbeständigkeit reduziert ist, wenn sie im geglühten oder gehärteten Zustand verwendet und über etwa 427°C (800°F) angelassen wird.
Korrosionsbeständigkeit
Die Carpenter CTS BD1-Legierung hat eine ähnliche Korrosionsbeständigkeit wie Typ 410 Stahl. Sie kann der Korrosion in milden Umgebungsbedingungen, Süßwasser, Dampf, Ammoniak, vielen Erdölprodukten und organischen Materialien sowie in mehreren milden sauren Umgebungen widerstehen.
Diese Sorte wird im gehärteten und angelassenen Zustand verwendet. Optimale Korrosionsbeständigkeit wird mit einem Anlasszustand unter etwa 427°C (800°F) erreicht.
Um eine optimale Korrosionsbeständigkeit zu erreichen, müssen die Oberflächen frei von Zunder, Schmiermitteln, Fremdpartikeln und Beschichtungen sein, die zum Ziehen und Stanzen aufgetragen werden. Nach der Herstellung der Teile sollte eine Reinigung und/oder Oberflächenpassivierung in Betracht gezogen werden.
Anmerkungen: Essigsäurebeständigkeit basierend auf Tests in 3%iger siedender Lösung. Phosphorsäurebeständigkeit basierend auf der Prüfung in einer 10%igen siedenden Lösung.
Wichtiger Hinweis: Die folgende 4-stufige Bewertungsskala ist nur für Vergleichszwecke gedacht. Korrosionstests werden empfohlen; Faktoren, die die Korrosionsbeständigkeit beeinflussen, sind u.a. Temperatur, Konzentration, pH-Wert, Verunreinigungen, Belüftung, Geschwindigkeit, Risse, Ablagerungen, metallurgischer Zustand, Spannung, Oberflächenbeschaffenheit und ungleicher Metallkontakt.
| Salpetersäure | moderat | Schwefelsäure | eingeschränkt |
| Phosphorsäure | gut | Essigsäure | gut |
| Natriumhydroxid | moderat | Salzsprühnebel (NaCl) | eingeschränkt |
| Luftfeuchtigkeit | hervorragend |
Eigenschaften
Physikalische Eigenschaften
| Spezifisches Gewicht | 7,65 |
| Dichte | 0,2760 lb/in³ |
| Mittlere spezifische Wärme (32 bis 212 °F) | 0,1100 Btu/lb/°F |
| Durchschnittlicher CTE 32 bis 212 °C | 5.60x 10^-6 in/in/°F |
| Spezifischer elektrischer Widerstand (70 °F) | 361,0 ohm-cir-mil/ft |
Typische mechanische Eigenschaften
Schlagzähigkeit bei Raumtemperatur – Carpenter CTS™ BD1
| Ausrichtung | Anlassen 1 Std | Charpy Kerbschlagzähigkeit in ft/lb (Nm) |
|---|---|---|
| Längsrichtung | 300 °F/149 °C | 21 (28,47) |
| Längsrichtung | 350 °F/177 °C | 25 (33,89) |
| Längsrichtung | 400 °F/204 °C | 28 (37,96) |
| Quer | 350 °F/177 °C | 7 (9,49) |
Wärmebehandlung
Glühen
Um maximale Weichheit zu erreichen, sollte dieser Stahl gleichmäßig auf 843/871°C (1550/1600°F) erwärmt werden. Weichen Sie den Stahl ein und kühlen Sie ihn im Ofen sehr langsam ab. Die Brinellhärte wird ungefähr 223 betragen. Für eine Zwischen- oder Prozessglühbehandlung erwärmen Sie den Stahl gleichmäßig auf 732/760°C (1350/1400°F). Luft abkühlen. Die Brinell-Härte liegt bei etwa 241.
Härten
Erwärmen auf 1010/1066°C (1850/1950°F); Einweichen; Abschrecken in warmem Öl oder Abkühlen dünner Abschnitte an der Luft. Nicht überhitzen. Bei Überhitzung kann die volle Härte nicht erreicht werden.
Anlassen
Um Spannungsspitzen zu beseitigen und dennoch die maximale Härte beizubehalten, sollte mindestens eine Stunde bei 149/177°C (300/350°F) angelassen werden. Es wird eine Härte von etwa Rockwell C 58/59 erreicht.
Anlassverhalten der CTS BD1-Legierung
| Anlassen, 1 Std | Härte HRC^ 1850 °F/1010 °C | Härte HRC^ 1900 °F/1038 °C | Härte HRC^ 1950 °F/1066 °C |
|---|---|---|---|
| 300 °F/149 °C | 57 | 58 | 60 |
| 400 °F/204 °C | 55 | 55 | 57 |
| 500 °F/260 °C | 54 | 55 | 55 |
| 600 °F/316 °C | 54 | 54 | 55 |
| 700 °F/371 °C | 54 | 55 | 55 |
| 800 °F/427 °C | 54 | 55 | 56 |
Verarbeitbarkeit
Warmumformung
Die Carpenter CTS BD1-Legierung sollte wie ein Schnellarbeitsstahl behandelt werden. Auf 760/816°C (1400/1500°F) vorwärmen, dann langsam und gleichmäßig auf 1038/1177°C (1900/2150°F) erwärmen. Nicht unter 927°C (1700°F) schmieden und so oft wie nötig wieder erwärmen. Wenn möglich in einem Ofen oder in warmem, trockenem Kalk oder Asche abkühlen. Nach dem Schmieden glühen; vor dem Glühen auf Raumtemperatur abkühlen lassen.
Kaltumformung
Wenn er auf maximale Weichheit geglüht wird, kann dieser Stahl mäßig kalt geformt, gestaucht und umgeformt werden.
Zerspanbarkeit
Bei den meisten Bearbeitungsvorgängen schneidet dieser Stahl am besten im weichgeglühten Zustand. Aufgrund seines hohen Kohlenstoffgehalts lässt er sich ähnlich wie Schnellarbeitsstahl bearbeiten. Da die Späne zäh und fadenförmig sind, sind Spanwickler und -brecher wichtig.
Nachfolgend sind typische Vorschübe und Geschwindigkeiten für die Carpenter CTS BD1-Legierung aufgeführt.
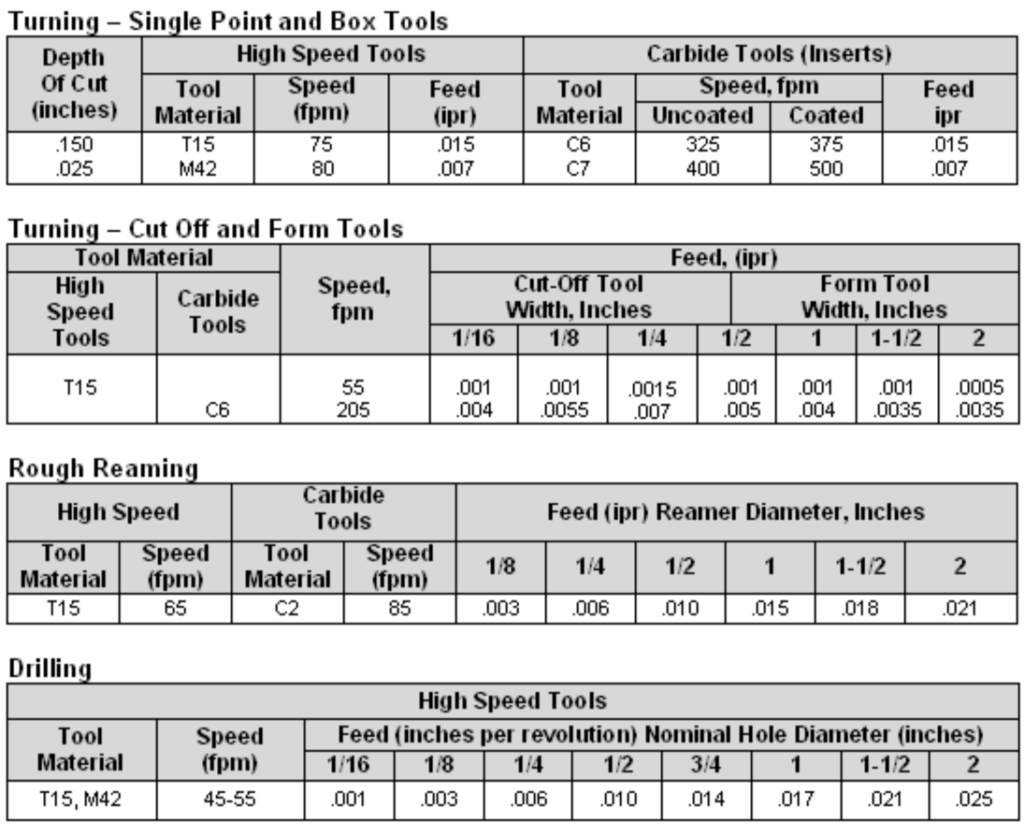
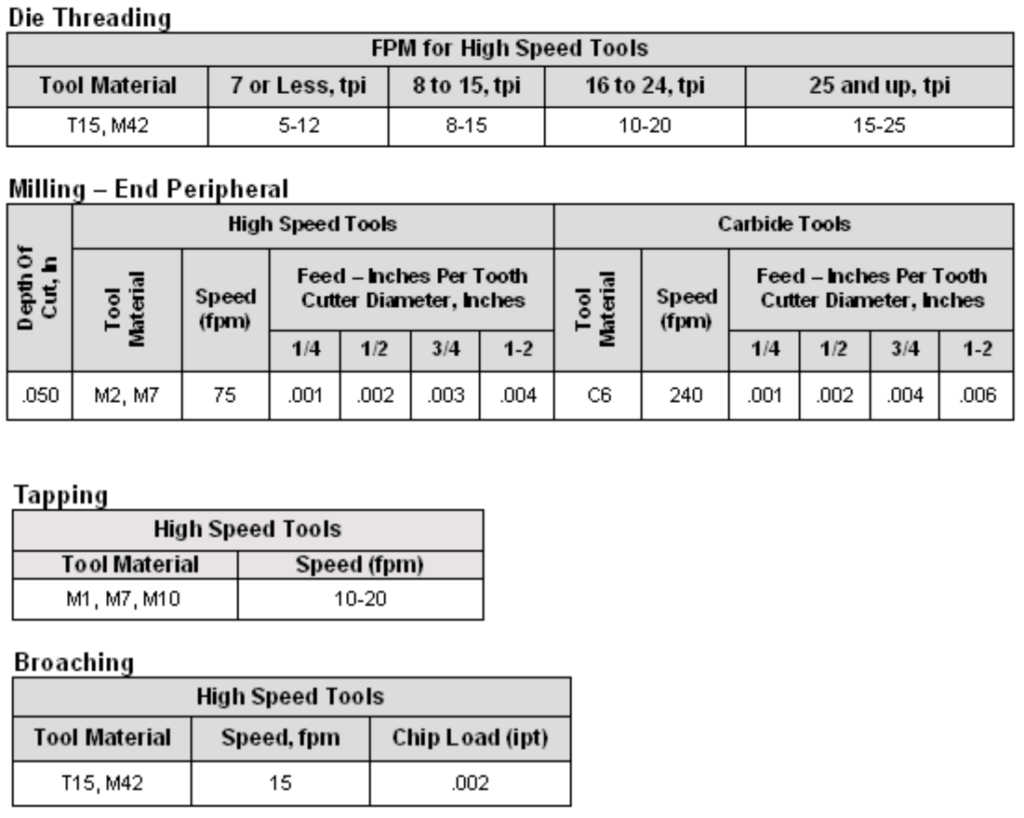
Zusätzliche Hinweise zur Zerspanbarkeit
Bei der Verwendung von Hartmetallwerkzeugen kann die Oberflächengeschwindigkeit Füße pro Minute (SFPM) gegenüber den Hochgeschwindigkeitsvorschlägen um das 2- bis 3-fache erhöht werden. Die Vorschübe können zwischen 50% und 100% erhöht werden. Die für alle abgedeckten Zerspanungsvorgänge verwendeten Zahlen sind Durchschnittswerte. Bei bestimmten Arbeiten kann es aufgrund der Art des Werkstücks erforderlich sein, die Geschwindigkeiten und Vorschübe anzupassen. Jede Arbeit muss für beste Produktionsergebnisse mit optimaler Werkzeugstandzeit entwickelt werden. Die Geschwindigkeiten oder Vorschübe sollten in kleinen Schritten erhöht oder verringert werden.
Schleifen und Polieren
Bei Besteckanwendungen sind Schleifen und Polieren sehr wichtig. Die Carpenter CTS BD1-Legierung eignet sich gut für diese Arbeitsgänge, aber es muss sehr sorgfältig darauf geachtet werden, nicht zu überhitzen, da die Korrosionsbeständigkeit herabgesetzt werden kann.
Weitere Informationen
Zutreffende Spezifikationen
Hinweis: Obwohl dieses Material die folgenden Spezifikationen erfüllt, kann es auch andere allgemeine und kundenspezifische Spezifikationen erfüllen oder hergestellt werden.
- ASTM A276
- ASTM A314
- ASTM A473
- ASTM A580
- ASTM F899
- QQ-S-763
Technische Artikel
Auch interessant:
Cartech CTS BD1 Stahl Beurteilung
Wie gut ist CTS-BD1 Stahl? – hier.
Daten zum Cartech CTS XHP
Cartech CTS XHP Datenblatt – hier.
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu CTS BD1
Outdoormesser.net nach „CTS BD1“ durchsuchen – hier.