
Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Carpenter, das hier gefunden werden kann, und dient nur zu Informationszwecken. Sofern nicht anders angegeben, sind eingetragene Warenzeichen Eigentum von CRS Holdings Inc., eine Tochtergesellschaft der Carpenter Technology Corporation. Urheberrecht 2020 CRS Holdings Inc. Alle Rechte vorbehalten.
Inhaltsverzeichnis
Identifizierung
US Patent Nummer 5.370.750
Typen-Analyse
| C | Mn | Si | Cr | Ni | Mo | V | Fe |
|---|---|---|---|---|---|---|---|
| 1,60 % | 0,50 % | 0,40 % | 0,16 % | 0,35 % | 0,80 % | 0,45 % | 79,90 % |
Allgemeines
Beschreibung
CarTech CTS XHP-Stahl ist eine pulvermetallurgische, lufthärtende, kohlenstoff- und chromreiche, korrosionsbeständige Legierung. Sie kann entweder als rostfreier 440C Stahl mit hoher Härte oder als korrosionsbeständiger D2-Werkzeugstahl betrachtet werden.
Die CarTech CTS XHP-Stahl besitzt eine Korrosionsbeständigkeit, die der des rostfreien Stahls CarTech 440C entspricht, und kann eine maximale Härte von 64 HRC erreichen. Darüber hinaus wurde die Zusammensetzung des CarTech CTS XHP-Stahl so abgestimmt, dass sie eine Mindesthärte von 60 HRC erreichen kann, wenn sie von Härtetemperaturen von 1010°C bis 1093°C (1850 bis 2000°F) an der Luft abgekühlt wird. Der CarTech CTS XHP-Stahl ist daher bei der Wärmebehandlung fehlertoleranter als ähnliche Legierungen.
Anwendungen
CarTech CTS XHP kann für Spezialmesser verwendet werden, bei denen die feine Karbidverteilung der Legierung genutzt werden kann, um eine scharfe Schneidkante zu erzeugen. Das Material kann leicht auf die für Schneidwerkzeuge erforderlichen dünnen Profile geschliffen werden. CarTech CTS XHP-Messerklingen können auf Hochglanz fein poliert oder mit einer gleichmäßig matten Oberfläche hergestellt werden.
Korrosionsbeständigkeit
Carpenter CTS XHP-Stahl besitzt eine Korrosionsbeständigkeit, die der von Edelstahl Typ 440C entspricht. CTS XHP ist korrosionsbeständig in normalen häuslichen Umgebungen und sehr milden industriellen Umgebungen, einschließlich vieler Erdölprodukte und organischer Materialien.
Für eine optimale Korrosionsbeständigkeit müssen die Oberflächen frei von Zunder und Fremdpartikeln sein, und die fertigen Teile sollten passiviert werden.
Detaillierte Testdaten können auf Anfrage zur Verfügung gestellt werden.
Wichtiger Hinweis: Die folgende 4-stufige Bewertungsskala ist nur zu Vergleichszwecken gedacht. Korrosionstests werden empfohlen; Faktoren, die die Korrosionsbeständigkeit beeinflussen, sind u.a. Temperatur, Konzentration, pH-Wert, Verunreinigungen, Belüftung, Geschwindigkeit, Risse, Ablagerungen, metallurgischer Zustand, Spannung, Oberflächenbeschaffenheit und ungleicher Metallkontakt.
| Salpetersäure | moderat | Schwefelsäure | eingeschränkt |
| Phosphorsäure | eingeschränkt | Essigsäure | eingeschränkt |
| Natriumhydroxid | moderat | Salzsprühnebel (NaCl) | eingeschränkt |
| Luftfeuchtigkeit | gut |
Eigenschaften
Physikalische Eigenschaften
| Spezifisches Gewicht | |
|---|---|
| — | 7,62 |
| Dichte | |
|---|---|
| — | 7612 kg/m³ |
| Durchschnittlicher CTE | |
|---|---|
| 25 bis 100°C | 10,2 x 10-6 cm/cm/°C |
| 25 bis 200°C | 1,8 x 10-6 cm/cm/°C |
| 25 bis 300°C | 11,2 x 10-6 cm/cm/°C |
| 25 bis 400°C | 11,5 x 10-6 cm/cm/°C |
| 25 bis 500°C | 11,8 x 10-6 cm/cm/°C |
| 25 bis 600°C | 11,9 x 10-6 cm/cm/°C |
| 25 bis 700°C | 12,1 x 10-6 cm/cm/°C |
| 25 bis 800°C | 12,4 x 10-6 cm/cm/°C |
Mittlerer Wärmeausdehnungskoeffizient
Raumtemperatur – Durchschnittlicher Koeffizient
| 77°F bis | 25°C bis | 10-6 / °F | 10-6 / °C |
|---|---|---|---|
| 212 | 100 | 5,65 | 10,17 |
| 392 | 200 | 6,02 | 10,83 |
| 572 | 300 | 6,24 | 11,23 |
| 752 | 400 | 6,40 | 11,52 |
| 932 | 500 | 6,53 | 11,76 |
| 1112 | 600 | 6,63 | 11,93 |
| 1292 | 700 | 6,71 | 12,13 |
| 1472 | 800 | 6,87 | 12,37 |
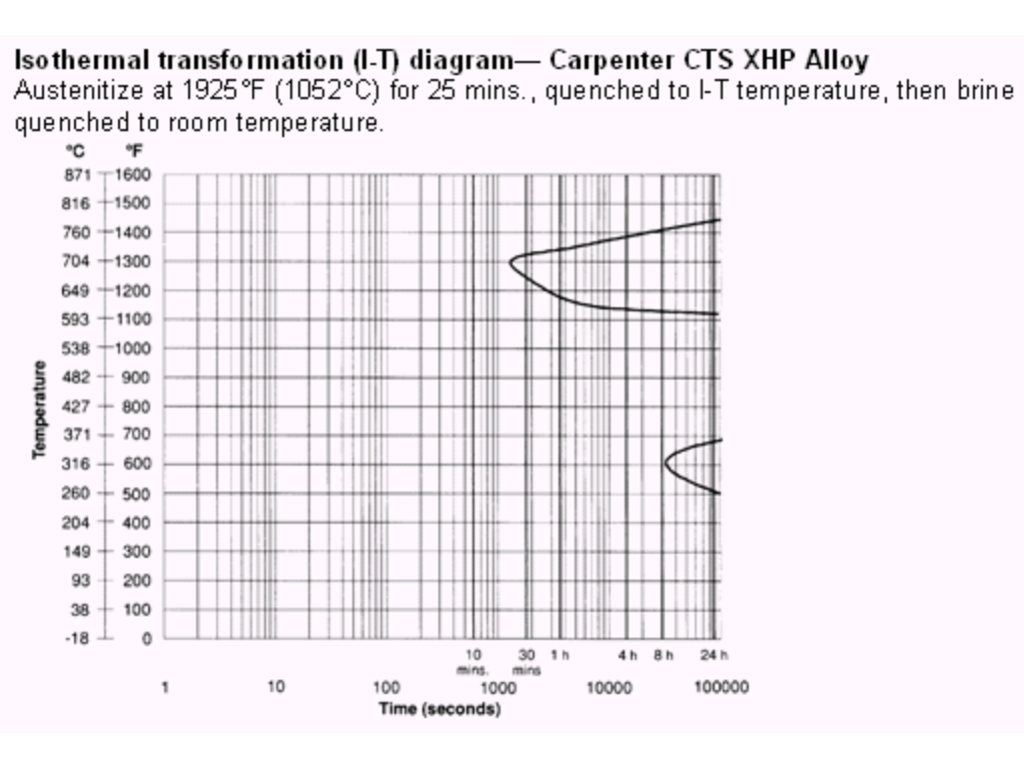
Isotherme Umwandlung (I-T)-Diagramm
Typische mechanische Eigenschaften
Gehärtete & vergütete Eigenschaften
Ergebnisse des Kompressionstests – Carpenter CTS XHP-Stahl
Die Druckstreckgrenze beträgt 347,0 ksi, der Druckmodul 32,6 x 10^6 psi, die Wärmebehandlung 25 Min. bei 1052°C (1925°F) (25 Min.) O.Q. + -73°C (-100°F) (1h) A.W. + 177°C (350°F) (1h) A.C.
Typische geglühte Zugeigenschaften

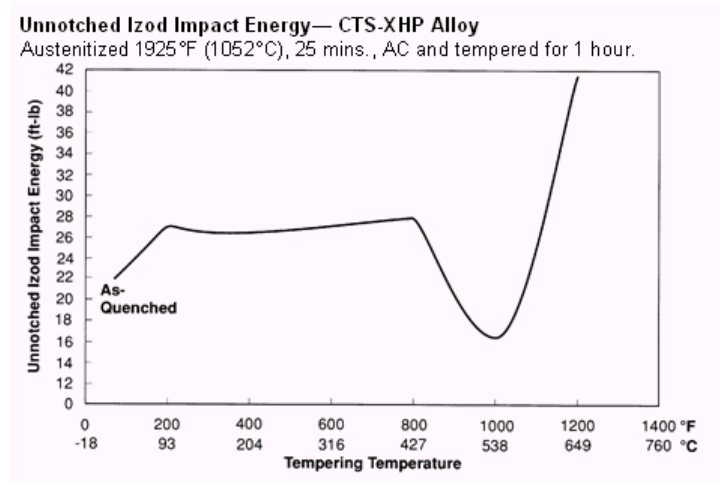
Ungekerbte Izod-Aufprallenergie
Wärmebehandlung
Entkohlung
Carpenter CTS XHP-Stahl unterliegt, wie alle Werkzeugstähle mit hohem Kohlenstoffgehalt, während der thermischen Verarbeitung einer Entkohlung, und es müssen Vorkehrungen getroffen werden, um diesen Zustand zu kontrollieren.
Anlassen
Der CTS XHP Stahl von Carpenter sollte in einer neutralen Atmosphäre geglüht werden. Gleichmäßig auf 843/871°C (1550/1600°F) erwärmen, dann sehr langsam im Ofen mit einer Geschwindigkeit von nicht mehr als 11°C (20°F) pro Stunde abkühlen, bis der Ofen schwarz ist. Der Ofen kann dann abgeschaltet und natürlich abkühlen gelassen werden. Die geglühte Härte beträgt 230/255 HBN.
Größenänderung beim Härten

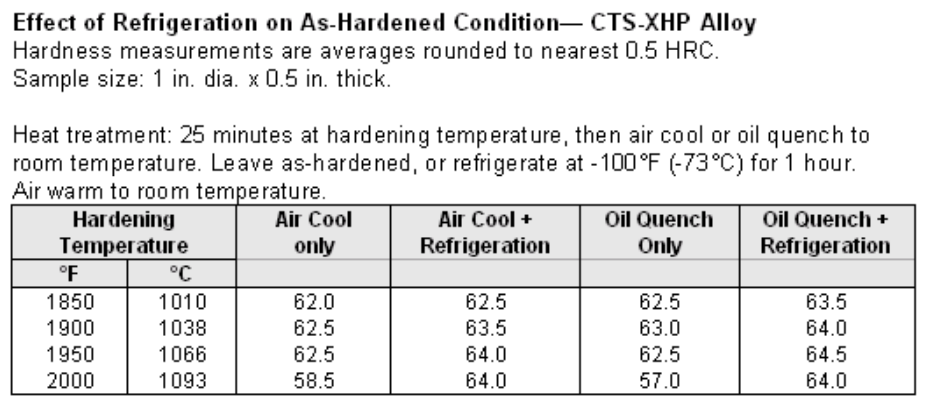
Auswirkung der Kühlung auf den gehärteten Zustand
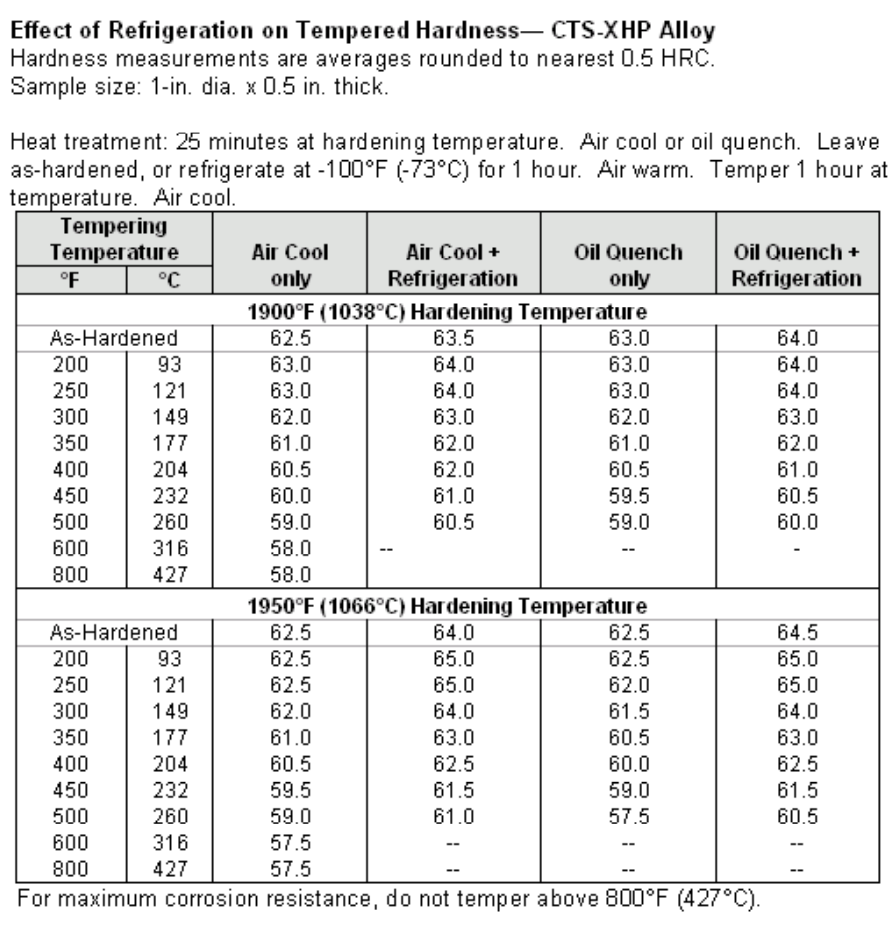
Einfluss der Kühlung auf die Vergütungshärte
Praktikabilität
Schmieden
Carpenter CTS XHP-Stahl schmiedet sich sehr ähnlich wie Schnellarbeitsstähle. Auf 760/816°C (1400/1500°F) vorwärmen, dann langsam und gleichmäßig auf 1038/1149°C (1900/2100°F) erwärmen. Schmieden Sie nicht unter 927°C (1700°F) und erwärmen Sie so oft wie nötig. In einem auf etwa 843°C (1550°F) erhitzten Ofen abkühlen, bei dieser Temperatur gleichmäßig einweichen, dann die Hitze abschalten und langsam im Ofen abkühlen lassen. Nach dem Schmieden glühen lassen. Vor dem Glühen auf Raumtemperatur abkühlen.
Zerspanbarkeit
Die folgende Tabelle enthält empfohlene Geschwindigkeiten und Vorschübe für die Bearbeitung des Carpenter CTS XHP-Stahls.
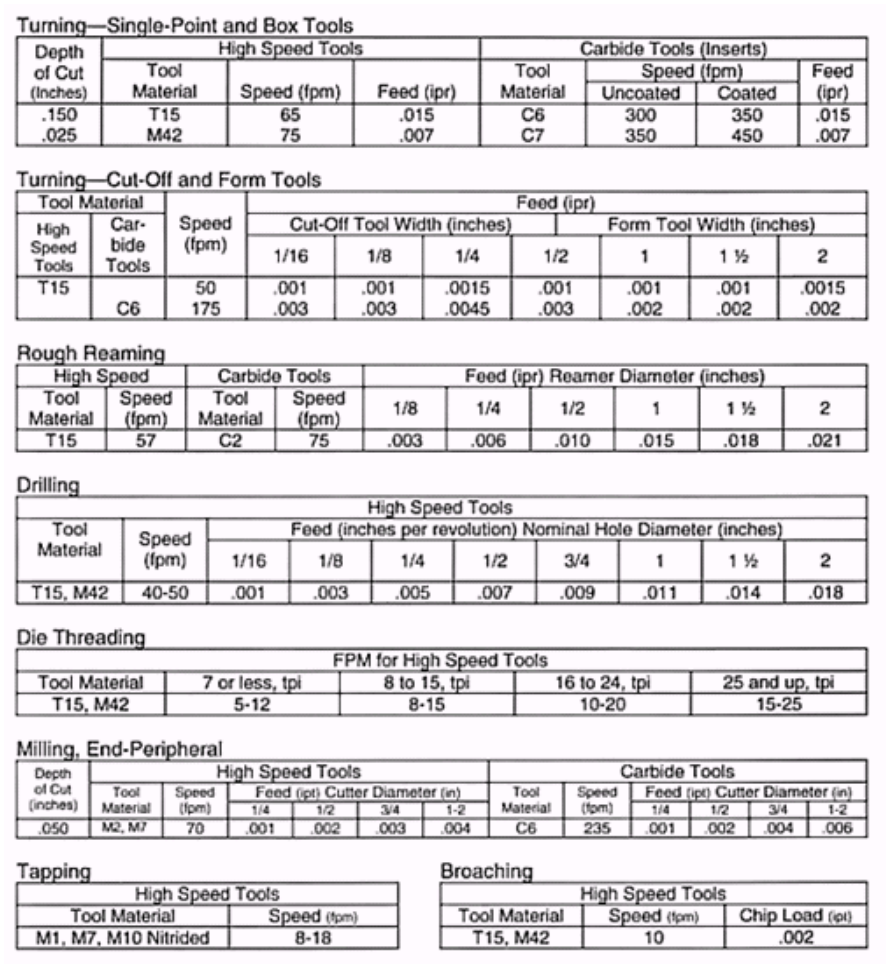
Weitere Anmerkungen zur Zerspanbarkeit
Bei der Verwendung von Hartmetallwerkzeugen kann die Oberflächengeschwindigkeit Fuß/Minute (SFPM) gegenüber den Hochgeschwindigkeitsvorschlägen um das 2- bis 3-fache erhöht werden. Die Vorschübe können zwischen 50% und 100% erhöht werden.
Die für alle abgedeckten Zerspanungsvorgänge verwendeten Zahlen sind Durchschnittswerte. Bei bestimmten Arbeiten kann es aufgrund der Art des Werkstücks erforderlich sein, die Geschwindigkeiten und Vorschübe anzupassen. Jede Arbeit muss für beste Produktionsergebnisse mit optimaler Werkzeugstandzeit entwickelt werden. Die Geschwindigkeiten oder Vorschübe sollten in kleinen Schritten erhöht oder verringert werden.
Sonstige Informationen
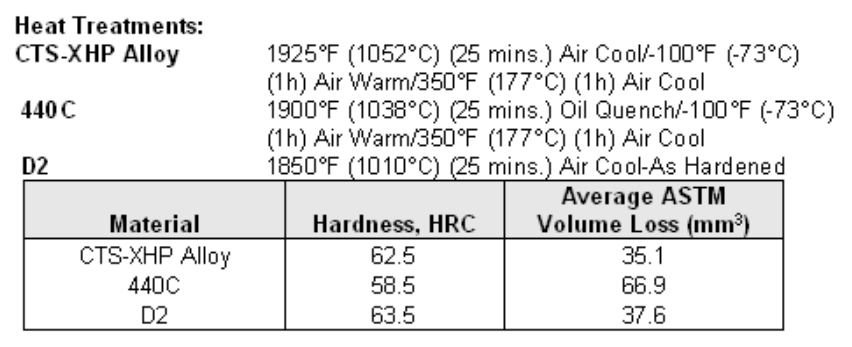
Verschleißfestigkeit
Die Verschleisscharakteristiken in der untenstehenden Tabelle wurden nach ASTM G65 Verfahren „A“, der Standardpraxis für die Durchführung von Abriebtests mit trockenem Sand/Gummirad, erstellt. Die Daten werden, wie vom ASTM-Standard gefordert, als Volumenverlust dargestellt. Es ist daher zu beachten, dass eine niedrigere Zahl eine bessere Verschleißfestigkeit bedeutet.
Wärmebehandlungen
Hergestellte Formen
- Stange
- Platte
- Block
- Band
Technische Artikel
Messerstahl 101: Was Sie über die für Messerklingen verwendeten Stähle wissen müssen
Haftungsausschluss:
Die hier dargestellten Informationen und Daten sind typische oder durchschnittliche Werte und stellen keine Garantie für Höchst- oder Mindestwerte dar. Anwendungen, die speziell für das hier beschriebene Material vorgeschlagen werden, dienen ausschließlich der Illustration, um dem Leser eine eigene Beurteilung zu ermöglichen, und sind nicht als ausdrückliche oder stillschweigende Gewährleistung der Eignung für diese oder andere Zwecke gedacht. Es gibt keine Zusicherung, dass der Empfänger dieser Literatur aktualisierte Ausgaben erhält, sobald diese verfügbar sind.
Sofern nicht anders angegeben, sind eingetragene Warenzeichen Eigentum von
CRS Holdings Inc., eine Tochtergesellschaft der Carpenter Technology Corporation.
Urheberrecht 2020 CRS Holdings Inc. Alle Rechte vorbehalten.
Auch interessant:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu CTS XHP
Outdoormesser.net nach „CTS XHP“ durchsuchen – hier.