Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Crucible Industries, Crucible Industries Logo, CPM, Rex 20, 45, 54, 76 und 121 sind allesamt Handelsmarken von Crucible Industries.
CPM REX M4 HC(HS) ist ein Spezial-Schnellarbeitsstahl mit hohem Vanadium-Gehalt, der eine bessere Verschleißfestigkeit und Zähigkeit als M2 oder M3 bei Kaltarbeitsstanzen, Druckgusseinsätzen und Schneidanwendungen mit hohen Geschwindigkeiten und leichten Schnitten aufweist.
Die Modifizierung des Standard-M4 mit hohem Kohlenstoffgehalt (HC) wurde entwickelt, um ein optimales Härteverhalten bei Werkzeugen mit größerem Querschnitt oder bei der Wärmebehandlung unter Vakuum oder Atmosphäre zu gewährleisten.
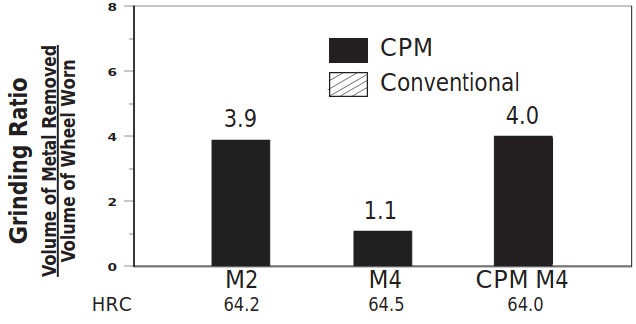
Der CPM-Prozess erzeugt einen sehr homogenen, hochwertigen Stahl, der sich im Vergleich zu Stählen, die mit herkömmlichen Verfahren hergestellt werden, durch eine hervorragende Maßhaltigkeit, Schleifbarkeit und Zähigkeit auszeichnet.
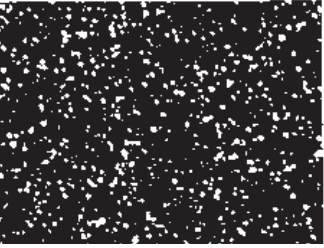
CPM Stahl 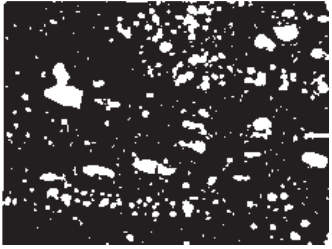
Konventioneller Stahl
Inhaltsverzeichnis
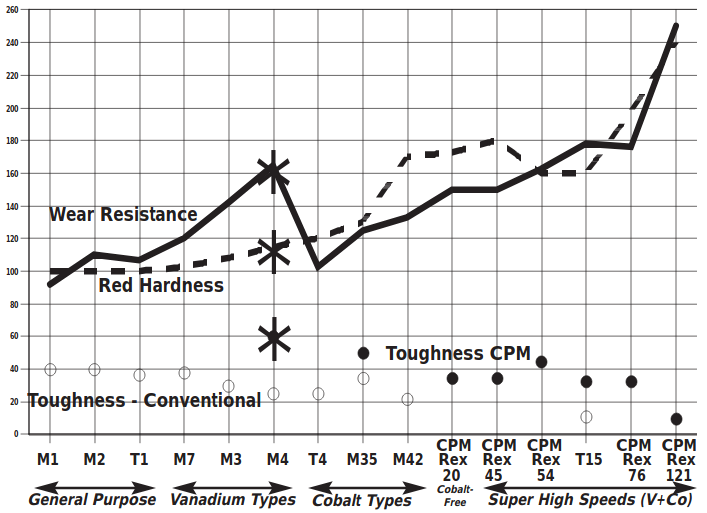
Schnellarbeitsstahl Vergleichstabelle
Typische Anwendungen
- Räumnadeln
- Fräser
- Zahnradfräser
- Wälzfräser
- Walzenstirnfräser
- Stempel
- Schabefräser
- Matrizen
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Untersuchung und Bewertung der Eignung durchgeführt werden.
Zusammensetzung
- Kohlenstoff: 1,42%
- Chrom: 4,0%
- Vanadium: 4,0%
- Wolfram 5,5%
- Molybdän: 5,25%
- Mangan 0,30% (0,70%)
- Schwefel 0,06% (0,22%)
*Die Zugabe von 0,20-0,25% Schwefel in Rundstahl mit größerem Durchmesser (z.B. 3/100 – 1,5 cm und mehr) sorgt für eine gleichmäßige Verteilung kleiner Sulfide in der gesamten Struktur, was zu Vorteilen bei der Zerspanbarkeit und Schleifbarkeit führt, ohne die Zähigkeit zu beeinträchtigen.
Physikalische Eigenschaften
| Elastizitätsmodul | 214 GPa (31 X 10⁶ psi) |
| Spezifisches Gewicht | 7,97 |
| Dichte | 7,970 g/cm³ (0,288 lbs./in³) |
| Wärmeleitfähigkeit bei | BTU/hr-ft-°F | W/m-°K | cal/cm-s-°C |
|---|---|---|---|
| 72°F 22C° | 10,98 | 18,99 | 4,54 X 10^-2 |
| 212°F 100°C | 12,03 | 20,82 | 4,97 X 10^-2 |
| 392°F 200°C | 13,26 | 22,95 | 5,48 X 10^-2 |
| 572°F 300°C | 13,85 | 23,96 | 5,72 X 10^-2 |
| 752°F 400°C | 14,28 | 24,71 | 5,90 X 10^-2 |
| 932°F 500°C | 14,78 | 25,58 | 6,11 X 10^-2 |
| 1004°F 540°C | 15,07 | 26,09 | 6,23 X 10^-2 |
Wärmeausdehnungskoeffizient
| °F | °C | in/in/°F | mm/mm/°C |
|---|---|---|---|
| 100 – 500 | (40 – 260) | 6,40X10^-6 | (11,5X10^-6) |
| 100 – 800 | (40 – 425) | 6,58X10^-6 | (11,8X10^-6) |
| 100 – 1000 | (40 – 540) | 6,72X10^-6 | (12,1X10^-6) |
Geglühte Härte: BHN 223/255
Zerspanbarkeit: Im geglühten Zustand beträgt die Zerspanbarkeit von CPM Rex M4 HC(HS) ca. 45% des W1-Werkzeugstahls (1% C) mit einer zusätzlichen Verbesserung von ca. 30% für die schwefelreiche (HS) Modifikation.
Schleifbarkeit: Aufgrund der gleichmäßigen Verteilung der Feinkarbide ist die Schleifbarkeit von CPM Rex M4 HC(HS) im Vergleich zu konventionellen Schnellarbeitsstählen sehr gut. Es können Schleifscheiben verwendet werden, die für konventionelle Schnellarbeitsstähle ausgelegt sind. In besonderen Fällen sollte der Rat der Schleifscheibenhersteller eingeholt werden.
Mechanische Eigenschaften
Wärmebehandlung
Kritische Temperatur: 840°C (1545°F)
Schmieden: 1095-1150° (2000-2100°F) Nicht unter 930°C (1700°F) schmieden. Langsam abkühlen.
Ausglühen: Erwärmen auf 870°C (1600°F), 2 Stunden halten, nicht schneller als 15°C (30°F) pro Stunde auf 540°C (1000°F) abkühlen lassen, dann im Ofen oder an ruhender Luft auf Raumtemperatur abkühlen.
Geglühte Härte: ca. BHN 225/255
Spannungsarmglühen
Ausgeglühte Teile: Erwärmen auf 595°-700°C (1100-1300°F), 2 Stunden halten, dann im Ofen oder an ruhender Luft abkühlen lassen.
Gehärtete Teile: Auf 15°C (25-30°F) unter der ursprünglichen Anlasstemperatur erwärmen, 2 Stunden halten und dann im Ofen oder an ruhender Luft abkühlen lassen.
Richten: Am besten warm 400-800°F (200-430°C)
Härten
Vorwärmen: Erwärmen auf 820-845°C (1500-1550°F) und ausgleichen. Zweite Vorwärmstufe bei 1010-1040°C (1850-1900°F) empfohlen für die Vakuum- oder Atmosphärenhärtung.
Austenitisieren: 1025-1205°C (1875-2200°F) Haltezeit bei Temperatur: 5-45 Minuten. Siehe Tabelle. Für Schneidewerkzeuge: 1175-1205°C (2150-2200°F) verwenden. Für Kaltarbeitseinsätze 1875-2125°F (1025-1160°C) verwenden.
Abschreckung: Luft- oder Überdruck-Abschreckung (mindestens 2 bar) bis zu 50°C (125°F) oder Salz- oder unterbrochene Ölabschreckung bis zu 540°C (1000°F), dann Luftkühlung bis unter 50°C (125°F). Eine Salzbadbehandlung, falls praktisch durchführbar, gewährleistet die maximal erreichbare Zähigkeit für eine bestimmte Härtebehandlung. Die schnelle Abschreckung von der Härtetemperatur auf unter 595°C (1100°F) ist entscheidend um eine optimale Wärmebehandlungsreaktion zu erreichen. Eine langsamere Abkühlungsgeschwindigkeit unter 540°C (1000°F) kann verwendet werden um den Verzug zu minimieren.
Temperieren: Zweimaliges Anlassen bei mindestens 540°C (1000°F). Dreifaches Anlassen wird empfohlen, wenn eine Härtung ab 1150°C (2100°F) geschieht. Mindestens 2 Stunden pro Anlassvorgang. (Siehe Tabelle) Zwischen den einzelnen Temperierungen Luftkühlung auf Raumtemperatur.
Größenänderung: +0,15%.
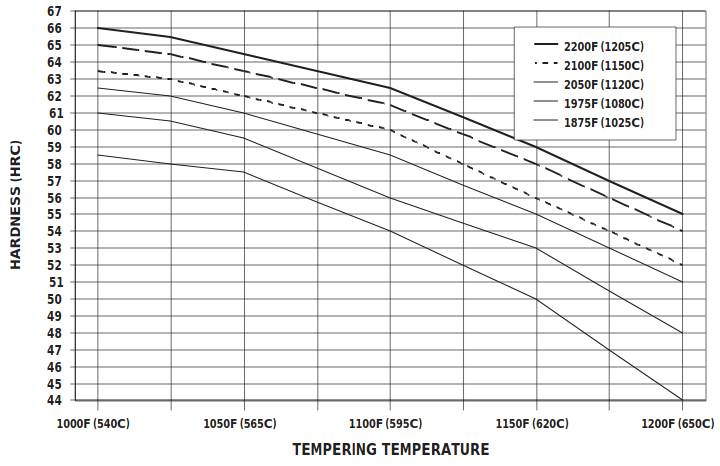
Reaktion auf Wärmebehandlung
Härte HRC
Austenitisierungstemperatur
| Anlasstemperatur | 1025°C (1875°F) | 1080°C (1975°F ) | 1120°C (2050°F ) | 1150°C (2100°F) | 1175°C (2150°F) | 1205°C (2200°F) |
| wie abgeschreckt | 59,5 | 62,5 | 64,5 | 65 | 65 | 63,5 |
| 540°C (1000°F) | 58,5 | 61 | 62,5 | 63,5 | 65 | 66 |
| 550°C (1025°F)* | 58 | 60,5 | 62 | 63 | 64,5 | 65,5 |
| 565°C (1050°F)* | 57,5 | 59,5 | 61 | 61 | 63,5 | 64,5 |
| 595°C (1100°F) | 54 | 56 | 58,5 | 60 | 61,5 | 62,5 |
| 620°C (1150°F) | 50 | 53 | 55 | 56 | 58 | 59 |
| 650°C (1200°F) | 44 | 48 | 51 | 52 | 54 | 55 |
* Optimal für maximale Zähigkeit und effektiven Spannungsabbau
Die Ergebnisse können je nach Härteverfahren und Abschnittsgröße variieren. Eine Salz- oder Ölabschreckung sorgt für eine maximale Reaktion. Vakuum- oder Atmosphärenkühlung kann bis zu 1-2 HRC-Punkte niedriger sein.
| Mind. Zeit bei Aust. Temp. | 45 min. | 30 min. | 20 min. | 15 min. | 10 min. | 5 min. |
| Min. Anzahl Temper. | 2 | 2 | 2 | 3 | 3 | 3 |
Zähigkeit
Je nach Härteanforderung wird durch Absenken der Härtetemperatur (Unterhärtung) die Zähigkeit erhöht.
| Härtungstemperatur | Anlasstemperatur | Härte (HRC) | Charpy Kerbschlagtest ft-lb/Nm – (J) | Biegebruchfestigkeit ksi – (MPa) |
|---|---|---|---|---|
| 1205°C (2200°F) | 550°C (1025°F) | 65,5 | 20/27 – 27 | 738 – 5088 |
| 1165°C (2125°F ) | 565°C (1050°F) | 63,5 | 28/38 – 38 | 744 – 5129 |
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Normale Schwankungen in Chemie, Größe und Wärmebehandlungsbedingungen können zu Abweichungen von diesen Werten führen.
Mehr zu CPM Rex M4:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Favoriten nach Stahlsorte
Mittler Oberklasse – hier.
Noch mehr zu CPM M4
Outdoormesser.net nach „CPM M4“ durchsuchen – hier.