Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Das Crucible Industries, Crucible Industries Logo, CPM, 1V, 3V, 9V, 10V, S30V, S35VN und S90V sind Marken von Crucible Industries LLC, Solvay, NY.
CPM S35VN ist ein martensitischer Edelstahl, der eine verbesserte Zähigkeit gegenüber CPM S30V bietet. Er lässt sich auch leichter bearbeiten und polieren als CPM S30V. Seine Chemie wurde neu ausbalanciert, so dass er zusammen mit Vanadium- und Chromkarbiden einige Niobkarbide bildet. Durch die Substitution einiger der Vanadiumcarbide durch Niobcarbide ist CPM S35VN um 15-20% zäher als CPM S30V, ohne dass die Verschleißfestigkeit darunter leidet. Da sowohl Vanadium- als auch Niobkarbide härter und effektiver als Chromkarbide sind, bieten die rostfreien CPM-Klingenstähle eine bessere Schnitthaltigkeit als herkömmliche hochchromhaltige Stähle wie 440C und D2.
Das CPM-Verfahren erzeugt einen sehr homogenen, hochwertigen Qualitätsstahl, der sich im Vergleich zu konventionellen geschmolzenen Stählen durch überlegene Maßhaltigkeit, Schleifbarkeit und Zähigkeit auszeichnet.
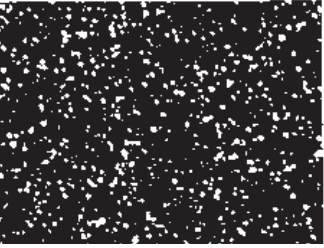
CPM Stahl 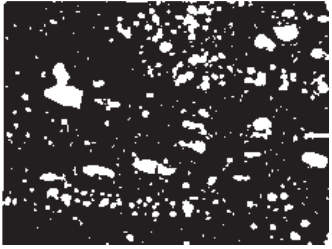
Konventioneller Stahl
Inhaltsverzeichnis
Karbidtyp und Anteil
| Vanadium | Niob | Chrom | Absolut | |
|---|---|---|---|---|
| CPM S35VN | 3% | 0,5% | 10,5% | 14,0% |
| CPM S30V | 4% | 10,5% | 14,5% | |
| 440C | 0% | 10,0% | 12,0% | |
| 154 CM | 0% | 17,5% | 17,5% | |
| CPM S90V | 9% | 11,0% | 20,0% |
Werkzeugstahl Vergleichstabelle

Typische Anwendungen
- Langlebige Schneidwaren
- Kunststoffspritz- und Extrusionsförderschnecken und -matrizen
- Komponenten für Rückschlagventile
- Pelletier-Ausrüstung
- Verschleißkomponenten für die Lebensmittel- und Chemieverarbeitung
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Untersuchung und Bewertung der Eignung durchgeführt werden.
Zusammensetzung
- Kohlenstoff: 1,40%
- Chrom: 14,0%
- Vanadium: 3,0%
- Molybdän: 2,0%
- Niob: 0,5%
Physikalische Eigenschaften
| Elastizitätsmodul | 221 GPa (32 X 10⁶ psi) |
| Dichte | 7,47 g/cm³ (0,27 lbs./in³) |
Wärmeleitfähigkeit
| BTU/hr-ft-°F | W/m-°K | cal/cm-s-°C | |
|---|---|---|---|
| 93°C/200 °F | 10 | 17,31 | 4,13 X10^-2 |
Wärmeausdehnungskoeffizient
| °F | °C | in/in/°F | mm/mm/°C |
|---|---|---|---|
| 70 – 400 | (20 – 200) | 6,1 X10^-6 | 11,0 X10^-6 |
| 70 – 400 | (20 – 315) | 6,4 X10^-6 | 11,5 X10^-6 |
Mechanische Eigenschaften
Zähigkeit (Kerbschlagbiegeversuch nach Charpy)
| Klasse | Aufprallenergie |
|---|---|
| CPM S35VN | 16,3 Nm |
| CPM S30V | 13,6 Nm |
| 154CM | 3,4 Nm |
| 440C | 3.4 Nm |
Obwohl die Längszähigkeit aller vier Sorten etwa 34 – 38 Nm beträgt, ist die Querzähigkeit der CPM Sorten vier oder mehr Mal so hoch wie die von 440C und 154CM. Die höheren Werte der Querzähigkeit zeigen, dass CPM S35VN und CPM S30V bei Anwendungen, die mit seitlicher Belastung konfrontiert werden können, wesentlich widerstandsfähiger gegen Absplitterungen und Bruch sind. In der Messerherstellung ist CPM aufgrund der höheren Querzähigkeit besonders gut für größere Messer geeignet.
Schnitthaltigkeit (CATRA Test relativ zu 440C)
| Klasse | % |
|---|---|
| CPM S35VN | 145* |
| CPM S30V | 145 |
| 154CM | 120 |
| 440C | 100 |
Die CATRA (Cutlery & Allied Trades Research Association) Testmaschine führt einen Standardschnitt durch und misst die Anzahl der mit Siliziumdioxid imprägnierten Karten, die geschnitten werden (TCC = Totalcards Cut). Er gilt als Maß für die relative Verschleißfestigkeit, die in dieser Tabelle im Vergleich zu einem 440C-Standard angegeben wird.
* Schätzung auf Grundlage des Marktfeedbacks.
Korrosionsbeständigkeit
Durchschnittliche Lochfraßpotentialmessungen aus der Polarisationskurve in 5%iger NaCl (Natriumchlorid)-Lösung bei Raumtemperatur:(Höheres Lochfraßpotenzial zeigt eine bessere Korrosionsbeständigkeit an.)

Wärmebehandlung
Schmieden: 1150°C (2100°F) nicht Schmieden unter 950°C (1750°F).
Glühen: Erwärmen auf 900°C (1650°F), 2 Stunden halten, langsam auf 595°C (1100°F) abkühlen, nicht schneller als 15°C (25°F) pro Stunde , dann im Ofen oder in ruhiger Luft auf Raumtemperatur abkühlen.
Geglühte Härte: ca. BHN 255
Spannungsarmglühen
Geglühte Teile: Erwärmen auf 595-705°C (1100-1300°F), 2 Stunden halten, dann im Ofen oder an ruhiger Luft abkühlen lassen.
Gehärtete Teile: Erwärmen auf 15-30°C (25-50°F), unter der ursprünglichen Anlasstemperatur, 2 Stunden halten, dann im Ofen oder an ruhiger Luft abkühlen lassen.
Richten: Am besten warm 200-430°C (400-800°F)
Härten
Vorwärmen: Auf 845-870°C (1550-1600°F) erwärmen. Ausgleichen.
Austenitisieren: 1035-1095°C (1900-2000°F), Haltezeit bei Temperatur 15-30 Minuten.
Abschrecken: Luft- oder Überdruckabschrecken (mindestens 2 bar) unter 50°C (125°F), oder Salz- oder unterbrochene Ölabschreckung auf 540°C (1000°F), dann Luftabkühlung auf 50°C (125°F).
Temperierung: doppelt anlassen bei 400-750°F (200-400°C). jeweils mindestens 2 Stunden halten. (Siehe Tabelle) Eine Gefrierbehandlung kann zwischen dem ersten und zweiten Anlasen erfolgen. Gefrierbehandlungen tragen dazu bei, eine maximale Härtbarkeit zu erreichen, und es folgt immer mindestens ein Temperiergang.
HINWEIS: Für ein optimale Stressreduktion kann CPM S35VN bei 540-550°C (1000-1025°F) temperiert werden. Das Anlassen in diesem Bereich kann zu einer leichten Verringerung der Korrosionsbeständigkeit führen.
Größenänderung: +0,05 bis +0,10% bei voller Martensitisierung. Das Vorhandensein von Restaustenit kann das Netto-Wachstum verringern. Beim Anlassen bei 200-400°C (400-750°F) können Gefrierbehandlungen notwendig sein, um den Restaustenit zu minimieren.
Empfohlene Wärmebehandlung: Austenitisieren 1065°C (1950°F). Abschrecken auf unter 50°C (125°F). Doppelte Temperierung bei 315°C (600°F) 2 Std. Minimum pro Temperierung. Zwischen zwei Temperiervorgängen auf handwarm abkühlen lassen. Eine Gefrierbehandlung kann zwischen den Temperaturen hinzugefügt werden.
Zielhärte: 58-61 HRC.
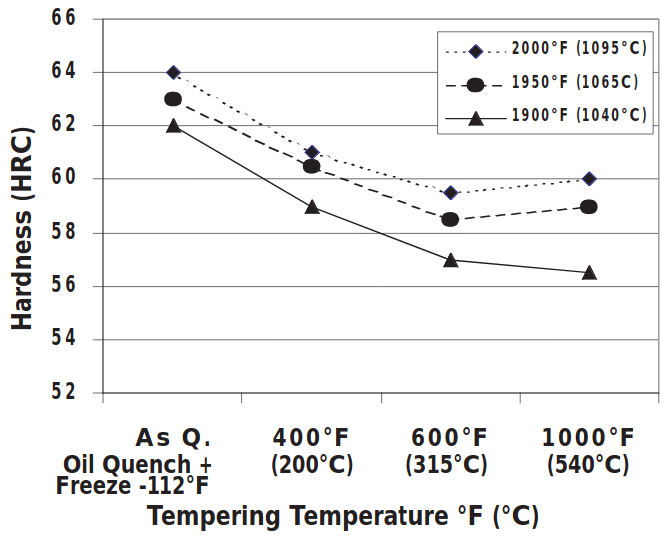
Reaktion auf Wärmebehandlung – Härte HRC
| Aust.-Temp. 1900°F (1040°C) | Aust.-Temp. 1950°F (1065°C) | Aust.-Temp. 2000°F (1095°C) | |
|---|---|---|---|
| Anlasstemperatur | Öl / Öl + Kälte (-112°F / -80°C) | Öl / Öl + Kälte (-112°F / -80°C) | Öl / Öl + Kälte (-112°F / -80°C) |
| wie abgeschreckt | 60,5 / 62,0 | 63,0 / 63,0 | 63,5 / 64,0 |
| 200°C (400°F) | 57,5 / 59,0 | 57,5 / 60,5 | 59,5 / 61,0 |
| 315°C (600°F) | 57,5 / 57,0 | 59,0 / 58,5 | 59,0 / 59,5 |
| 540°C (1000°F) | 57,0 / 56,5 | 59,5 / 59,0 | 58,5 / 60,0 |
Die Ergebnisse können mit der Harthärtemethode und der Schnittgröße erzielt werden. Eine Salz- oder Ölabschreckung wird die maximale Reaktion ergeben. Vakuum oder Atmosphärenkühlung kann bis zu 1-2 HRC-Punkte niedriger sein.
| Mind. Zeit bei Aust. Temp. | 30 min | 30 min | 15 min |
| Min. Anzahl Temper. | 2 | 2 | 2 |
Zerspan– und Schleifbarkeit
Im geglühten Zustand ist CPM S35VN eine viel einfacher zu bearbeiten als CPM S90V und einfacher zu bearbeiten als CPM S30V. Ähnliche Schleifgeräte und -verfahren, die für Schnellarbeitsstähle verwendet werden, werden empfohlen. Aluminiumoxidscheiben oder CBN-Scheiben des Typs „SG“ haben im Allgemeinen die beste Leistung mit CPM-Stählen erbracht.
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Normale Schwankungen in Chemie, Größe und Wärmebehandlungsbedingungen können zu Abweichungen von diesen Werten führen.
Mehr zu CPM S35VN:
Beurteilung CPM S35VN
Wie gut ist S35VN Stahl? – hier.
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Favoriten nach Stahlsorte
Mittler Oberklasse – hier.
Noch mehr zu S35VN
Outdoormesser.net nach „S35VN“ durchsuchen – hier.