Hinweis: dies ist eine Übersetzung des Originaldatenblattes von Crucible Industries, das hier gefunden werden kann, und dient nur zu Informationszwecken. Crucible Industries, Crucible Industries logo, CPM, 1V, 9V, sind allesamt Warenzeichen der Crucible Industries.
CPM 1V ist ein hochlegierter Werkzeugstahl mit mittlerem Kohlenstoffgehalt, der eine hohe Zähigkeit in Verbindung mit hoher Hitzebeständigkeit aufweist. Er eignet sich sowohl für heiße als auch für kalte Anwendungen, die eine hohe Schlagzähigkeit und eine mäßige Verschleißfestigkeit erfordern.
Das CPM-Verfahren (Crucible Particle Metallurgy) erzeugt einen sehr homogenen, hochwertigen Stahl, der sich im Vergleich zu Stählen, die mit herkömmlichen Verfahren hergestellt werden, durch eine überlegene Maßhaltigkeit, Schleifbarkeit und Zähigkeit auszeichnet.
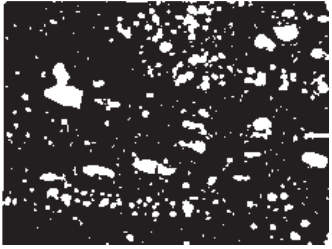
Konventioneller Stahl 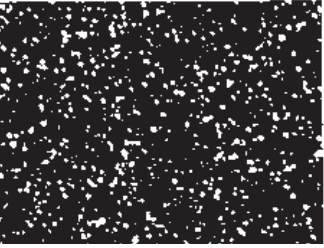
CPM Stahl
Inhaltsverzeichnis
Werkzeugstahl Vergleichstabelle
Typische Anwendungen
Heiße (warme) Arbeit
- Umformwerkzeuge
- Warmscherengesenke
- Warmstauchgesenke
- Extrusionswerkzeuge
- Schmiedegesenke und Stempel
Kalte Arbeit
- Kaltstauchwerkzeuge mit hoher Schlagkraft
- Schnittwerkzeuge Stempel
- Gewindewalzbacken
Hinweis: Dies sind einige typische Anwendungen. Ihre spezifische Anwendung sollte nicht ohne unabhängige Untersuchung und Bewertung der Eignung durchgeführt werden.
Zusammensetzung
- Kohlenstoff: 0,55 %
- Chrom: 4,5 %
- Vanadium: 1,0 %
- Wolfram: 2,15 %
- Molybdän: 2,75 %
Physikalische Eigenschaften
| Elastizitätsmodul | 30 X 10^6 psi | 207 GPa |
| Dichte | (0,284 lbs./in³) | 7,85 g/cm³ |
| Wärmeleitfähigkeit | BTU/hr-ft-°F | W/m-°K | cal/cm-s-°C |
| bei 22°C (72°F) | 12,64 | 21,88 | 5,23X10^-2 |
| bei 100°C (212°F) | 13,80 | 23,88 | 5,70X10^-2 |
| bei 300°C (572°F) | 14,90 | 25,80 | 6,16X10^-2 |
| bei 400°C (752°F) | 15,46 | 26,76 | 6,39X10^-2 |
| bei 540°C (1004°F) | 16,23 | 28,09 | 6,71X10^-2 |
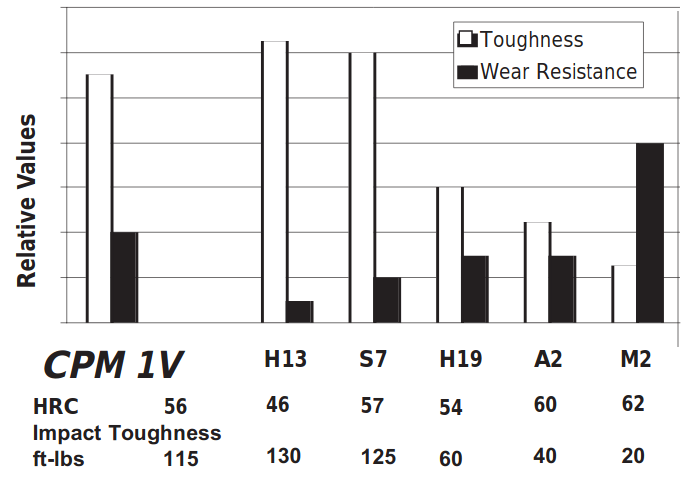
Relative mechanische Eigenschaften
Schlagfestigkeit und Verschleißfestigkeit
Mit seinem 1%igen Vanadiumgehalt hat CPM 1V eine etwas bessere Verschleißfestigkeit als A2. Aufgrund seiner CPM-Mikrostruktur weist 1V eine hohe Schlagzähigkeit auf, die an die der stoßfesten Werkzeugstähle wie S7 heranreicht.
Anlassbeständigkeit
Aufgrund seiner hochlegierten Zusammensetzung weist CPM 1V eine Anlassbeständigkeit auf, die der von Schnellarbeitsstahl (M2) ähnelt und viel besser ist als die der meisten typischen Warmarbeitsstähle, wie aus den vergleichenden Anlasskurven unten ersichtlich ist.

Die Proben werden bei jeder Temperatur mindestens 2 Stunden lang doppelt angelassen.M2 austenitisiert 1080°C (1975°F), CPM 1V austenitisiert 1095°C (2000°F), H19 austenitisiert 1150°C (2100°F), H13 austenitisiert 1010°C (1850°F) und S7 austenitisiert 940°C (1725°F).
Wärmebehandlung
Erwärmen auf 870-900°C (1600-1650°F), 2 Stunden halten, langsam abkühlen, nicht schneller als 15°C (25°F) pro Stunde auf 595°C (1100°F), dann im Ofen abkühlen oder an ruhender Luft auf Raumtemperatur abkühlen.
Geglühte Härte: ca. BHN 187
Spannungsarmglühen
Ausgeglühte Teile: Erwärmen auf 595-705°C (1100-1300°F), 2 Stunden halten, dann im Ofen abkühlen oder an ruhender Luft abkühlen lassen.
Gehärtete Teile: Erwärmen auf 15-30°C (25-50°F) unterhalb der ursprünglichen Anlasstemperatur, 2 Stunden halten, dann im Ofen abkühlen oder an ruhender Luft abkühlen lassen.
Härten
Vorwärmen: Erwärmen auf 840-870°C (1550-1600°F). Ausgleichen.
Austenitisieren: 1065-1120°C (1950-2000°F), Haltezeit bei Temperatur 10-15 Minuten. Die niedrigere Austenitisierungstemperatur von 1065°C (1950°F) bietet die beste Kerbschlagzähigkeit.
Abschrecken: Überdruck-Abschreckung (mindestens 2 bar) auf unter 50°C (125°F), oder Salz oder unterbrochene Ölabschreckung auf etwa 540°C (1000°F), dann Luftkühlung auf unter 50°C (125°F). Eine Salzbadbehandlung, sofern praktisch durchführbar, gewährleistet die maximal erreichbare Zähigkeit für eine bestimmte Härtebehandlung.
Anlassen: Dreimal bei 540-550°C (1000-1025°F), jedes Mal mindestens 2 Stunden.
Zielhärte: 57 – 59 HRC.
Oberflächenbehandlungen
CPM 1V kann nitriert oder PVD-beschichtet werden. Aufgrund seiner hohen Anlasstemperatur behält es auch nach solchen Verfahren seine Härte, wodurch es ein geeigneteres Substrat als A2 oder S7 ist. Wie bei den meisten Werkzeugstählen können Oberflächenbehandlungen bei höheren Temperaturen, wie z.B. CVD, zu Maßverzug führen.
Hinweis: Die in diesem Datenblatt angegebenen Eigenschaften sind typische Werte. Normale Schwankungen in Chemie, Größe und Wärmebehandlungsbedingungen können Abweichungen von diesen Werten verursachen.
Zerspanbarkeit
Die Bearbeitbarkeit und Schleifbarkeit von CPM 1V im geglühten Zustand ist ähnlich der von A2.
Thermische Ermüdung
Die Ergebnisse von Tests zur thermischen Ermüdung zeigen, dass CPM 1V eine Verbesserung gegenüber H13 und CPM 9V in Premiumqualität bietet. Thermoermüdungstests werden verwendet, um die Leistung beim Druckguss oder anderen Anwendungen mit zyklischer Hochtemperaturbelastung vorherzusagen.
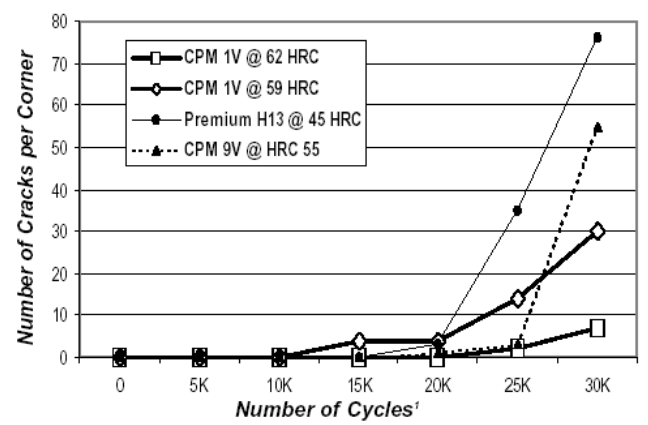
¹ Die Proben wurden in geschmolzenes Aluminium bei 677°C (1250°F) getaucht und in Wasser abgeschreckt. Alle 5000 Zyklen wurden die Proben mikroskopisch auf Eckenrisse untersucht.
| Härte HRC | Austenitisieren | Abschrecken | Anlassen | |
|---|---|---|---|---|
| CPM 1V | 60 | 1093°C / 2000°F / 10 min. | Luft | 538°C / 1000°F / 2+2h |
| CPM 1V | 59 | 1066°C / 1950°F / 30 min. | Luft | 538°C / 1000°F / 2+2h |
| Premium H13 | 45 | 1024°C / 1875°F / 30 min | Öl | 610°C / 1130°F / 2+2h |
| CPM 9V | 55 | 1121°C / 2050°F / 30 min. | Luft | 538°C / 1000°F / 2+2h |
| Wärmebehandlung (1) Austentitisierungstemperatur | HRC | ft-lb. | Schlagzähigkeit (2) (J) | |
|---|---|---|---|---|
| CPM 1V | 1025°C (1875°F) | 56 | 115 | 153 |
| CPM 1V | 1065°C (1950°F) | 58 | 105 | 140 |
| CPM 1V | 1095°C (2000°F) | 60 | 85 | 113 |
| CPM 1V | 1110°C (2025°F) | 62 | 60 | 80 |
(1) Wärmebehandlung: Austentitisieren wie angegeben und Anlassen auf Härte.
(2) Kerbschlagtest nach Charpy (Charpy C)
Mehr zu CPM 1V:
Leitfaden Messerstahl
Welcher Messerstahl ist der richtige für mich? – hier.
Tabellarische Übersicht Messerstahl
Referenztabelle Messerstahl – hier.
Messerstahl-FAQ – Teil 3
Verschiedene Stähle und ihre Eigenschaften – hier.
Noch mehr zu 1V
Outdoormesser.net nach „CPM 1V“ durchsuchen – hier.